El gráfico c (también llamado Gráfico C) se utiliza para monitorear un proceso a lo largo del tiempo basado en el número de defectos por subgrupo. El proceso se describe mediante una cifra clave que indica cuántos defectos, quejas o anomalías ocurren en un subgrupo en total. El requisito previo es que el tamaño del subgrupo o la posibilidad de inspección permanezca constante.
Esto puede ser, por ejemplo, el número de errores de etiquetado por turno, deficiencias de documentación en una muestra fija de tickets, o deficiencias de embalaje en una muestra constante de envíos. El objetivo es detectar cambios temprano, analizar sistemáticamente las posibles causas, construir conocimiento del proceso y evitar intervenciones innecesarias.

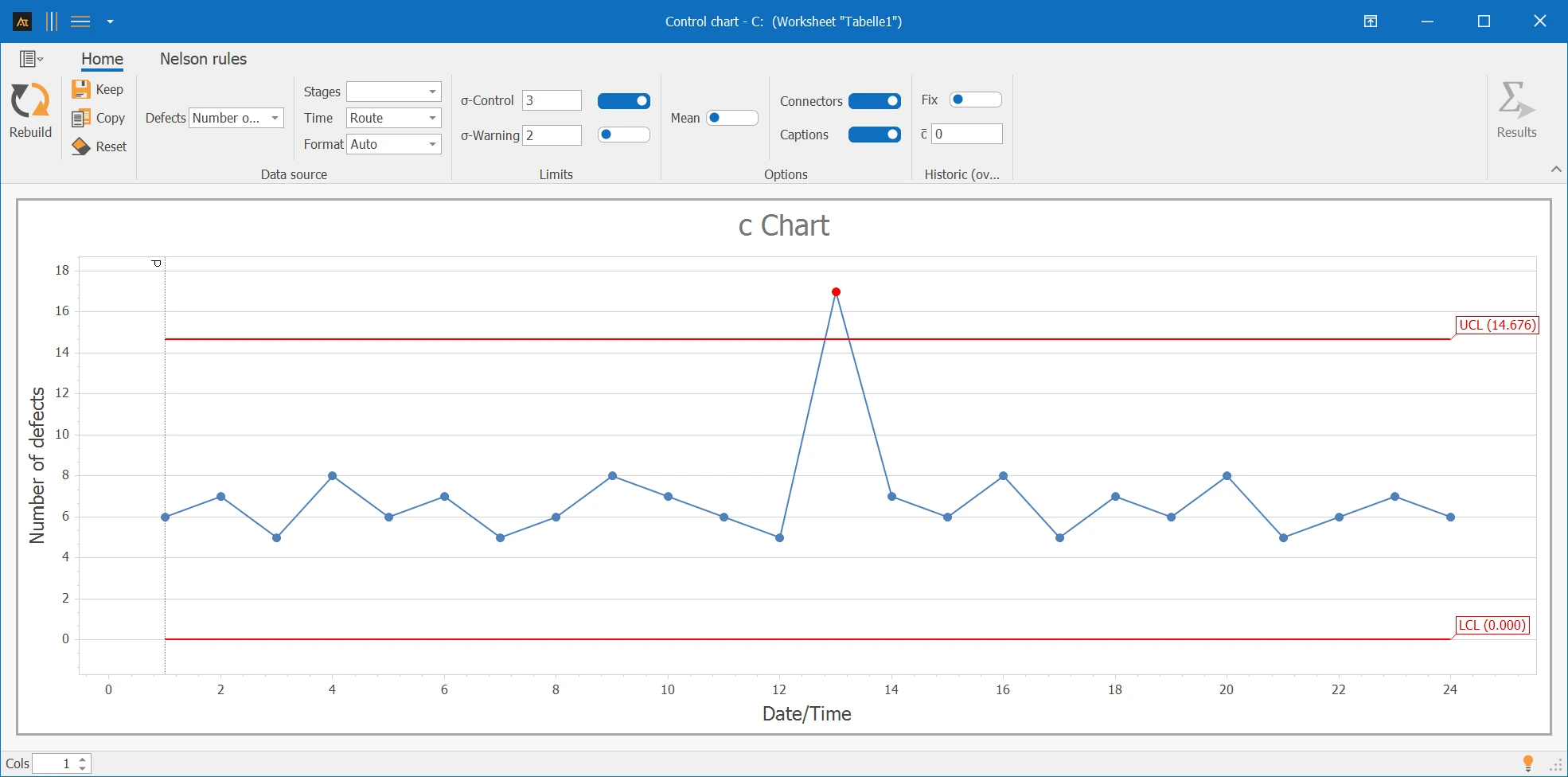
En el llenado de salsa de tomate, siempre se verifica la misma muestra de 200 frascos por turno. Se registra cuántos errores de etiquetado ocurren en total – un frasco puede tener múltiples errores (etiqueta torcida, pliegues, etiquetado de lote incompleto). El objetivo es determinar si el número de errores de etiquetado por turno se mantiene estable a lo largo del tiempo.
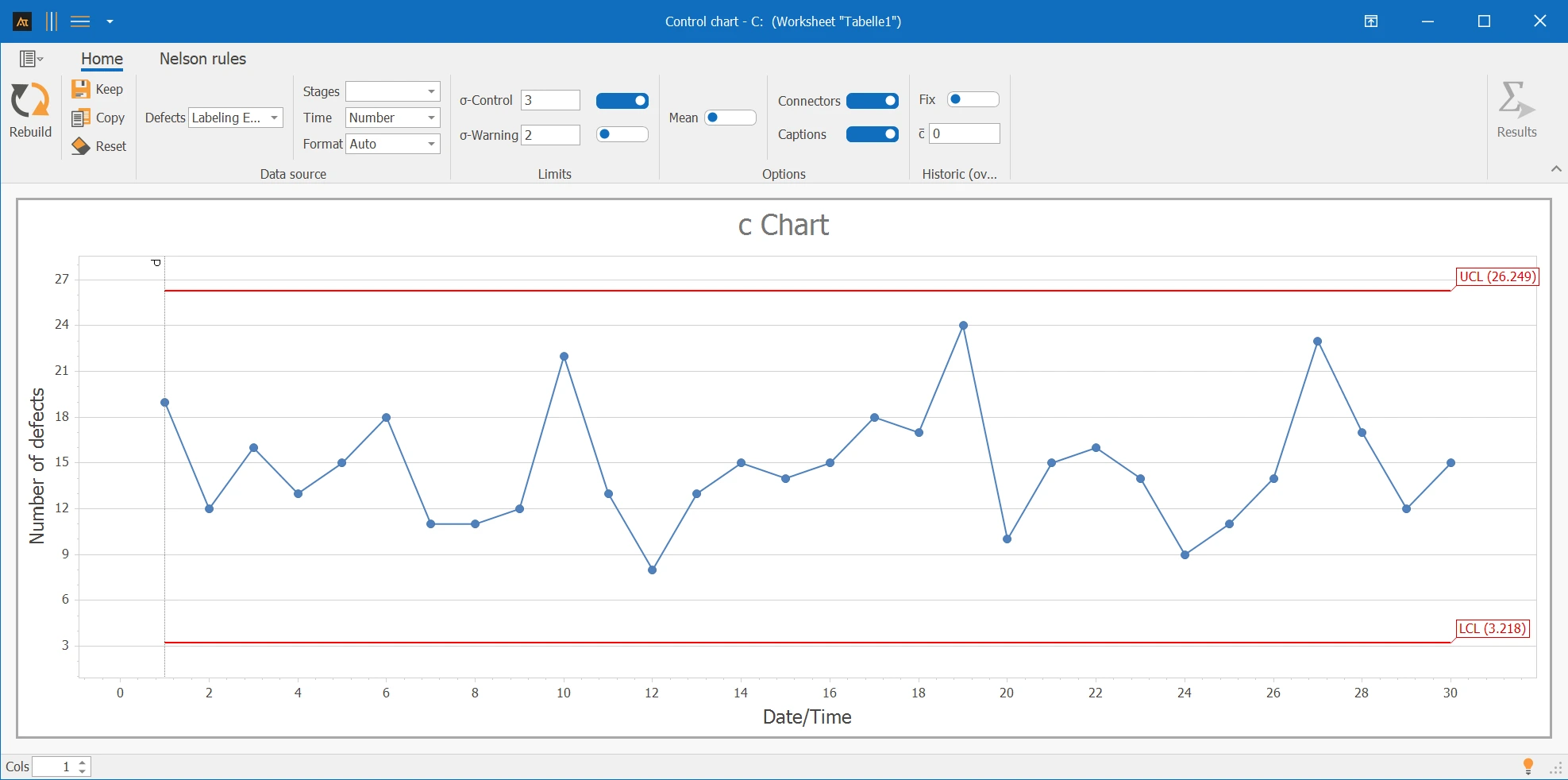
Interpretación de los resultados:
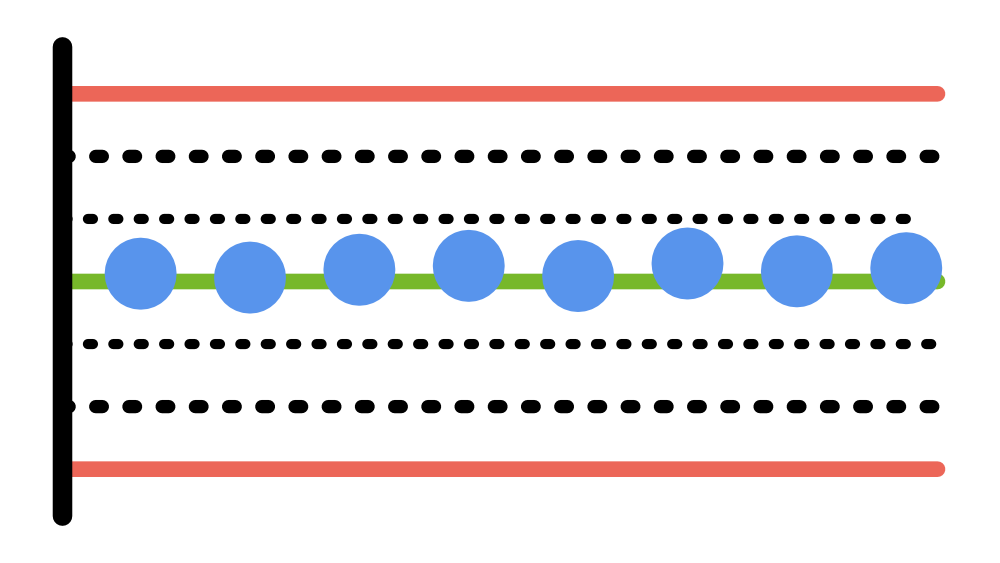
No hay puntos fuera de los límites de control y no se observan patrones notables. El número de errores de etiquetado por turno fluctúa aleatoriamente alrededor de la línea central – el proceso puede considerarse estable.
Explicaciones del gráfico:
- Los puntos muestran el número de errores por subgrupo en orden cronológico.
- La línea central corresponde al número promedio de errores por subgrupo.
- Los límites de control se calculan a partir del número promedio de errores.
Preparación
- Defina claramente qué eventos se cuentan como errores.
- Asegúrese de que el número total de errores que ocurren por línea de datos esté disponible.
- Verifique si el tamaño del subgrupo permanece constante.
 Uso en AlphadiTab
Uso en AlphadiTab
- Seleccione la herramienta c-chart en la Fase de Medición o Fase de Control.
- Ingrese el número de errores por subgrupo.
- Genere el gráfico con el botón "Crear Nuevo".
Interpretación
- ¿Hay puntos fuera de los límites de control?
- ¿Se reconocen patrones no aleatorios?
Valores históricos
Si se conocen los valores de referencia históricos, se pueden utilizar como base fija. La línea central y los límites de control permanecen constantes.
Secciones
Las secciones son útiles si el proceso ha cambiado deliberadamente, por ejemplo, después de un cambio de proveedor o un ajuste del proceso. Se calculan líneas centrales y límites de control separados para cada sección.
Se detectan patrones no aleatorios con las pruebas:
Deficiencias de documentación por muestra diaria
En el servicio de TI, se verifica una muestra constante de 40 tickets completados por día. Se registra cuántas deficiencias de documentación ocurren en total (campo obligatorio faltante, categoría poco clara, nota de cierre faltante). El gráfico c ayuda a evaluar si el número de deficiencias en esta muestra diaria se mantiene estable.
Interpretación
Ningún punto fuera de los límites de control y ninguna prueba de Nelson se activa. Al mismo tiempo, se reconoce un patrón recurrente: a intervalos de siete días, los números de errores son más altos.
→ Estadísticamente no llamativo, pero patrón de 7 días – posible efecto de día de la semana a verificar.
Defectos Formales por Muestra de Oferta
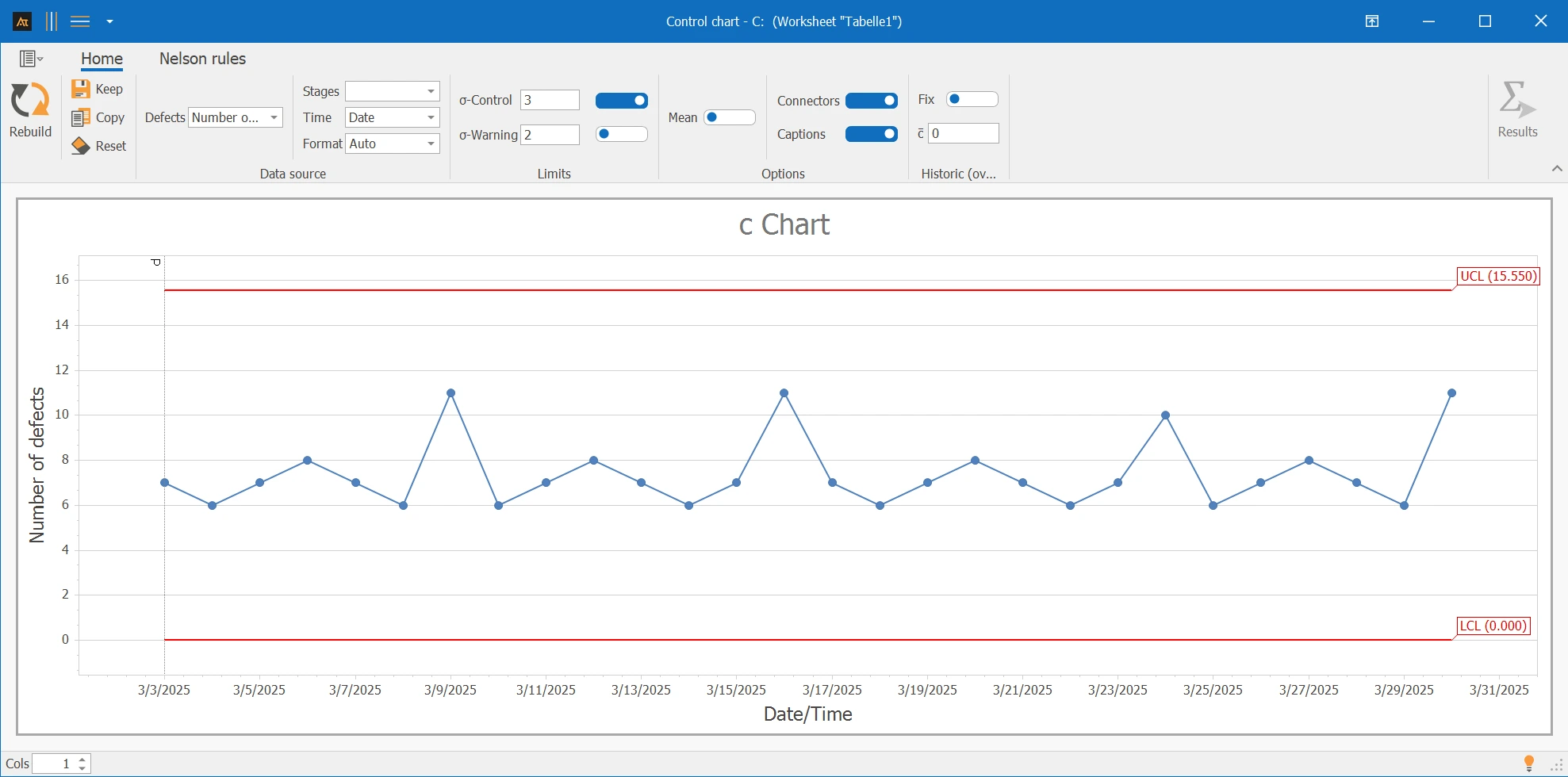
En ventas, se revisa mensualmente una muestra constante de 30 ofertas. Se registra cuántos defectos formales ocurren en total (falta de validez de precio, condiciones de entrega incompletas, aprobaciones faltantes). Esto permite rastrear si el número de defectos formales se mantiene consistentemente estable.
Interpretación
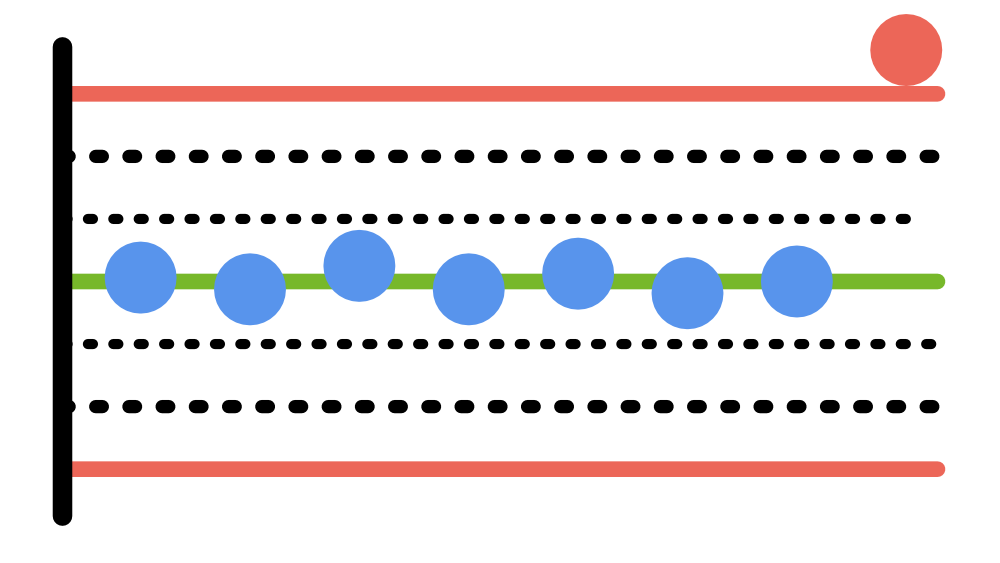
Los valores están muy juntos durante un largo período; además, nueve puntos consecutivos están en el mismo lado de la línea central. El patrón no es aleatorio.
→ Valores notablemente cercanos + 9 puntos en un lado – cuestionar el sistema de inspección.
Defectos de embalaje por muestra de recorrido
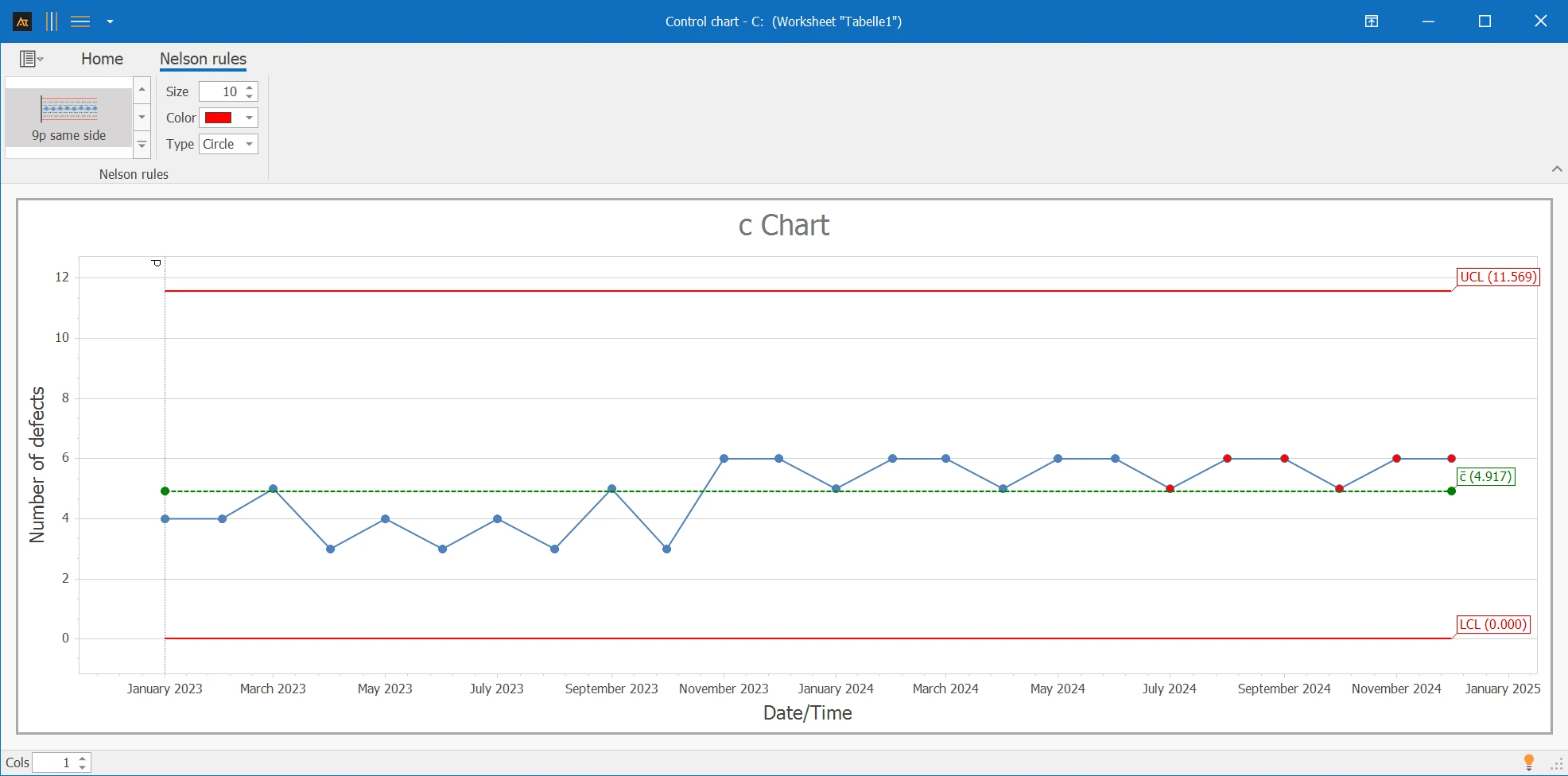
En el sector logístico, se verifica una muestra constante de 50 envíos por recorrido. Se registra cuántos defectos de embalaje ocurren en total (esquinas dañadas, etiquetas defectuosas, aseguramiento insuficiente). El objetivo es detectar cargas extraordinarias temprano.
Interpretación
Se reconoce un valor atípico; el 13º recorrido está afectado. Se informó de una colisión trasera para este recorrido – la desviación puede explicarse por una causa especial conocida.
→ Valor atípico debido a causa especial conocida (accidente) – no hay nuevo patrón básico.
Quejas por Período
En compras, se evalúa una muestra constante de 40 recibos de mercancías por período. Se registra cuántas quejas ocurren en total. Durante el período de observación, hubo un cambio del Proveedor A al Proveedor B, por lo que dos secciones son sensatas.
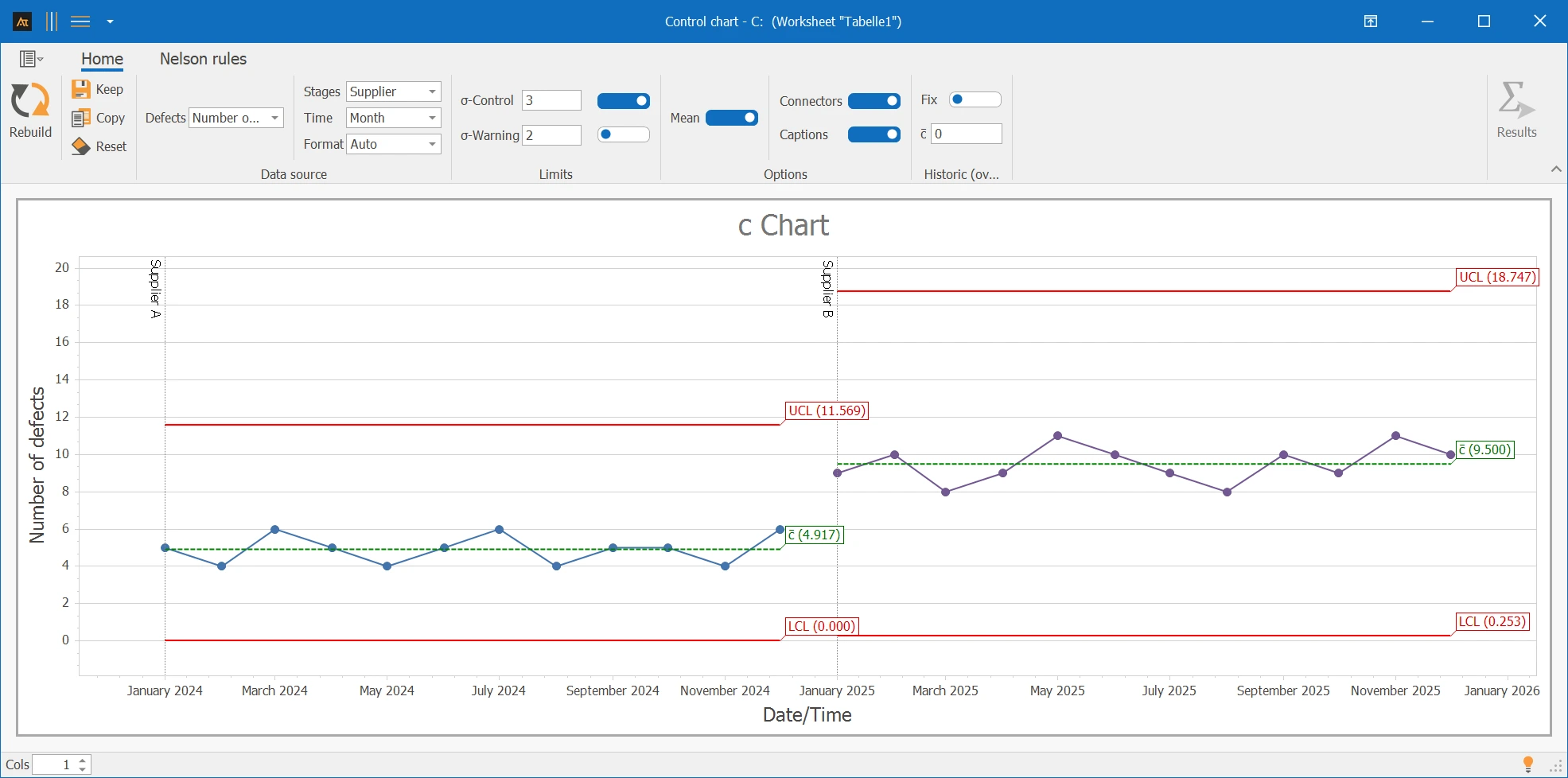
Interpretación
Después del cambio de proveedor, el número de quejas está a un nivel notablemente más alto. La consideración separada de las secciones muestra un cambio en el nivel del proceso.
→ Cambio de nivel después del cambio de proveedor – evaluar secciones por separado.
Avisos de Planificación por Ciclo
En la planificación de producción, se considera una muestra constante de 60 posiciones por ciclo de planificación. Se registra cuántos avisos de planificación ocurren en total. El gráfico c muestra si el número de avisos cambia con el tiempo.
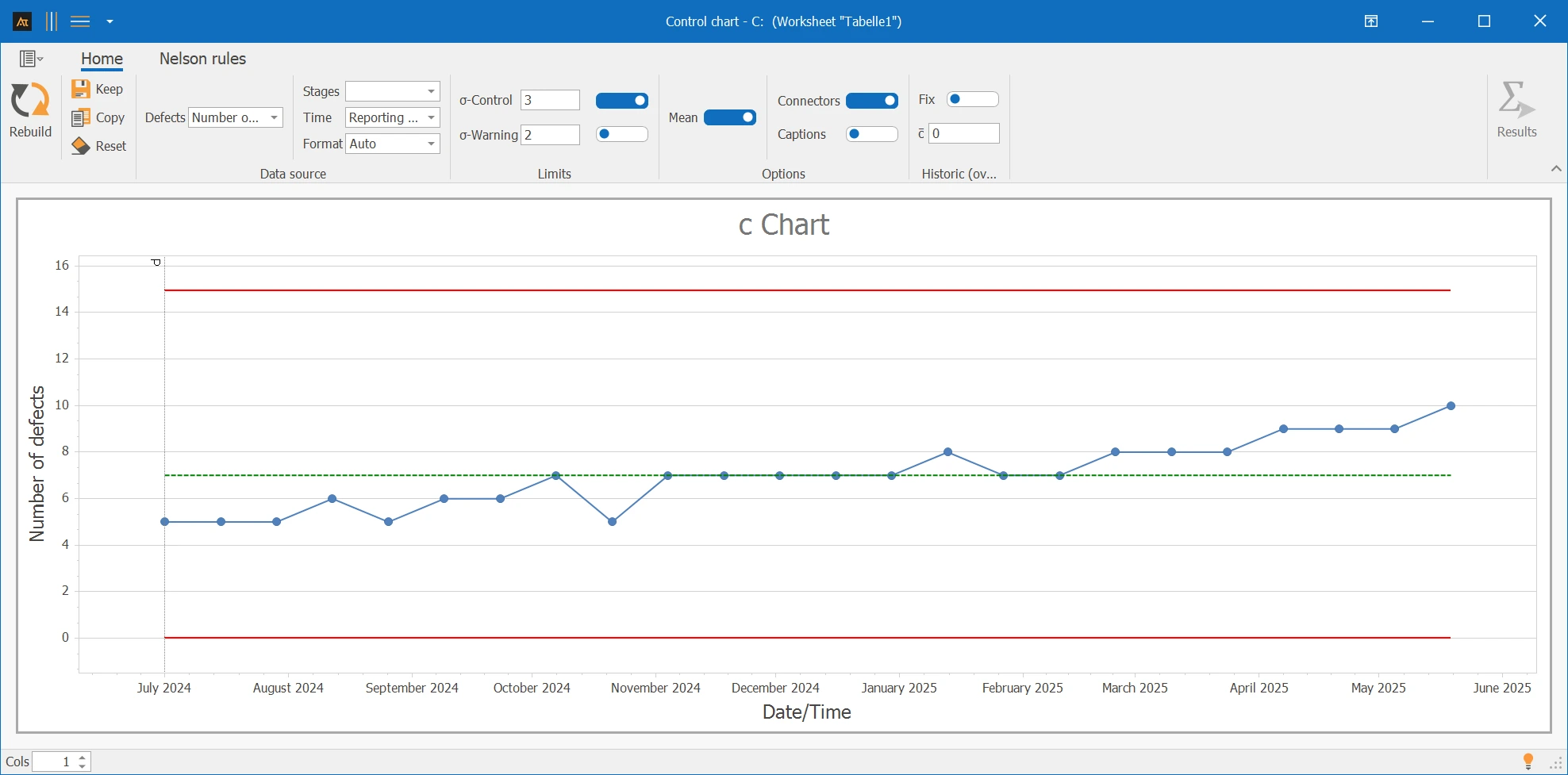
Interpretación
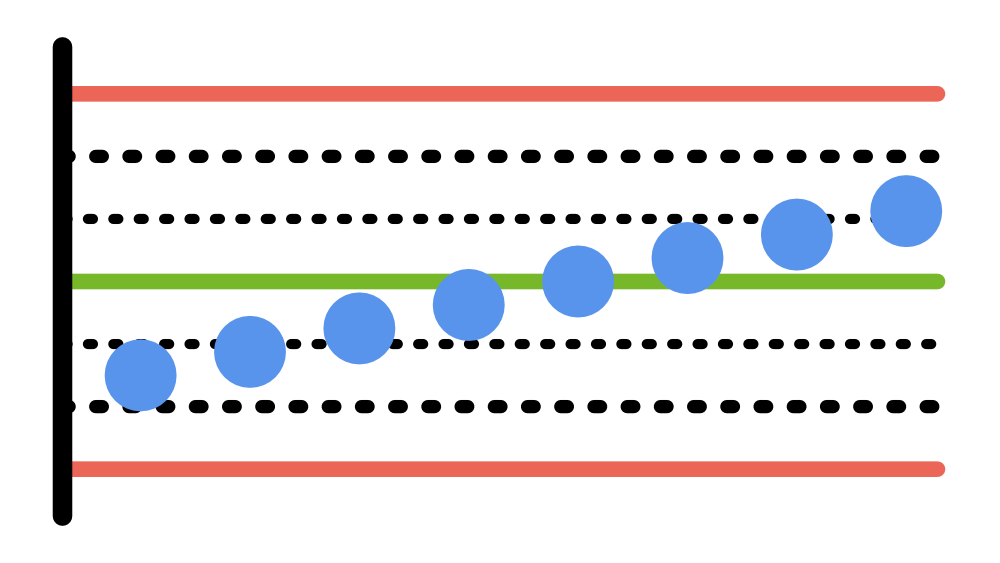
Se nota una tendencia creciente durante el período. Dado que los valores disminuyen entre medias, no se señala una tendencia según las reglas de Nelson.
→ Tendencia ligeramente creciente, pero no se violó ninguna regla de Nelson – continuar observando.
Con corrección histórica, c̄ se reemplaza por el valor de referencia dado.