El Análisis del Sistema de Medición Tipo 2 (continuo) se utiliza para evaluar la idoneidad de un sistema de medición considerando múltiples operadores. El enfoque está en si diferentes inspectores logran resultados comparables al medir la misma característica. El MSA Tipo 2 evalúa así no solo la repetibilidad sino también la reproducibilidad del sistema de medición.

Para el análisis del sistema de medición Tipo 2, se examina la viscosidad de la salsa de tomate, ya que esta medición la realizan varios empleados en la producción diaria.
Primero, se seleccionan 10 frascos de tomate llenos de la producción en curso.
Los frascos cubren el rango de viscosidad relevante de la producción y están dentro de los límites de especificación de 950 a 1050.
El viscosímetro rotacional utilizado en la vida cotidiana se utiliza como instrumento de medición.
Las condiciones de medición (dispositivo de medición, método de medición, temperatura y preparación de muestras) se determinan de antemano y se mantienen constantes durante toda la medición.
Para el análisis, se seleccionan tres inspectores que también realizan la medición de viscosidad en operación de turno normal.
Cada inspector mide los 10 frascos de tomate una vez, eligiendo el orden de los frascos al azar.
Después de que los tres inspectores hayan completado la primera ronda, se realiza una segunda ronda en un momento posterior.
Cada inspector mide nuevamente los 10 frascos, nuevamente en orden aleatorio. Las dos mediciones de un inspector no se realizan directamente una tras otra.
Todos los resultados de las mediciones se documentan y se asignan al inspector y parte respectivos.
Los valores de medición registrados se evalúan luego en AlphadiTab para el análisis del sistema de medición Tipo 2 (continuo).
Explicaciones de los resultados:
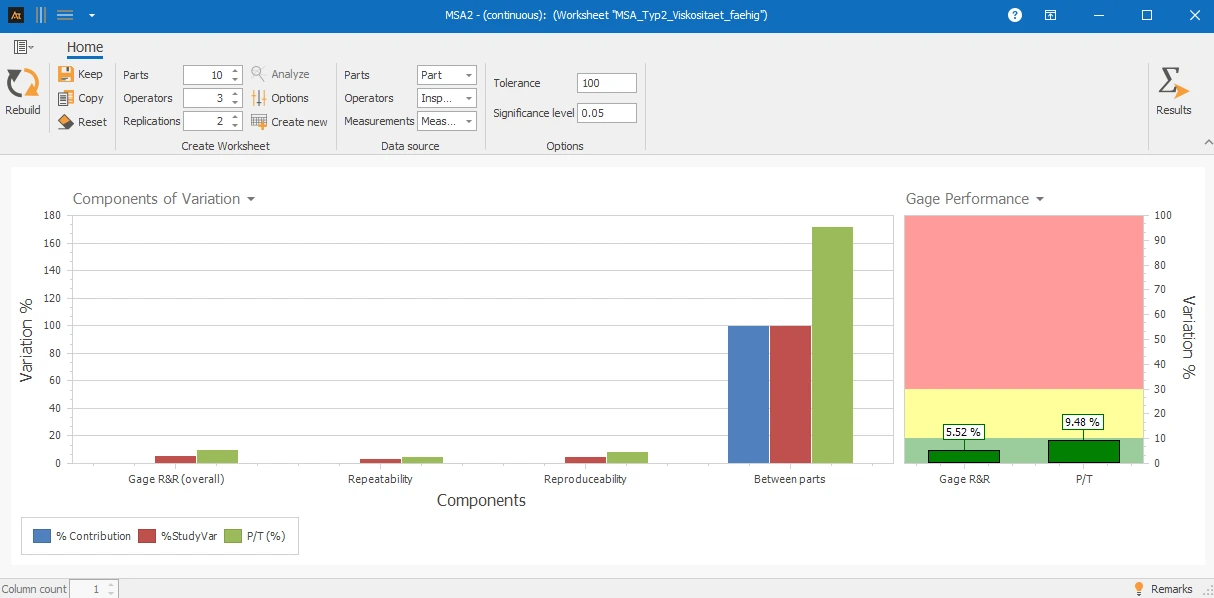
El análisis del sistema de medición Tipo 2 muestra que el sistema de medición es adecuado.
La proporción de variación del sistema de medición (Gage R&R total) es 5.52 % y, por lo tanto, está por debajo del valor guía del 10 %.
Tanto la repetibilidad como la reproducibilidad contribuyen solo ligeramente a la variación total.
La mayoría de la variación es causada por diferencias entre las partes.
El valor P/T de 9.48 % confirma que la variación del sistema de medición es suficientemente pequeña en relación con la tolerancia.
Las mediciones de viscosidad se pueden utilizar para análisis de procesos y capacidades adicionales.
Explicaciones del gráfico:
Imagen izquierda
El diagrama de la izquierda muestra diferentes aspectos de la variación del sistema de medición.
- Barra azul (% contribución):
Muestra la contribución porcentual del componente respectivo a la variación total. - Barra roja (6 × desviación estándar):
Representa la dispersión del componente respectivo basada en seis veces la desviación estándar. - Barra verde (solo visible si se especifica tolerancia):
Muestra la proporción de la dispersión respectiva en relación con la tolerancia especificada.
Los componentes mostrados son:
- %Gage R&R (sistema de medición total)
- Repetibilidad
- Reproducibilidad
- Variación entre partes
Los primeros tres componentes (%Gage R&R, repetibilidad y reproducibilidad) describen la variación del sistema de medición.
Estas participaciones deberían idealmente estar por debajo del 10 % ya que deberían tener poca o ninguna influencia en la variación total.
La variación entre partes describe las diferencias reales entre las partes medidas.
Aquí es deseable que las barras sean lo más grandes posible. Esto muestra que la mayoría de la variación observada es causada por diferencias reales entre las partes y no por el sistema de medición.
Imagen derecha
El diagrama de la derecha visualiza las dos métricas de resumen más importantes del análisis del sistema de medición:
- %Gage R&R:
Proporción de la variación del sistema de medición a la variación total. - Valor P/T (solo visible si se especifica una tolerancia):
Relación de la variación del sistema de medición al ancho de tolerancia.
Ambas métricas deberían estar por debajo del 10 % para que el sistema de medición se considere bien adaptado.
Valores más altos indican que el sistema de medición tiene demasiada influencia en los resultados medidos.
Preparación
- Seleccione una variable de medición continua (por ejemplo, viscosidad).
- Determine un instrumento de medición adecuado.
- Seleccione varias piezas producidas diferentes que cubran el rango de características relevantes.
- Seleccione varios inspectores.
- Determine el número de mediciones repetidas por inspector.
- Defina y mantenga constantes las condiciones de medición.
- Cree una hoja de trabajo para MSA Tipo 2.
- Realice las mediciones: Las mediciones de los inspectores individuales deben realizarse de forma independiente entre sí.
 Uso en AlphadiTab
Uso en AlphadiTab
- Seleccione la herramienta MSA Tipo 2 continua en la Fase de Medición.
- Ingrese el número de piezas, inspectores y repeticiones.
- Ingrese los valores de medición.
- Inicie el análisis con “Crear Nuevo”.
Interpretación
- Gage R&R total < 10%: Sistema de medición adecuado.
- Gage R&R total 10–30%: Sistema de medición condicionalmente adecuado, decidir dependiendo de la aplicación.
- Gage R&R total > 30%: Sistema de medición no adecuado.
Cantidad de llenado de salsa de tomate
En la producción de salsa de tomate, la cantidad de llenado se monitorea regularmente. La cantidad de llenado se especifica como 500 ml. Para el Tipo MSA 2, se toman 10 frascos de tomate llenos. La cantidad de llenado se determina utilizando una balanza calibrada.
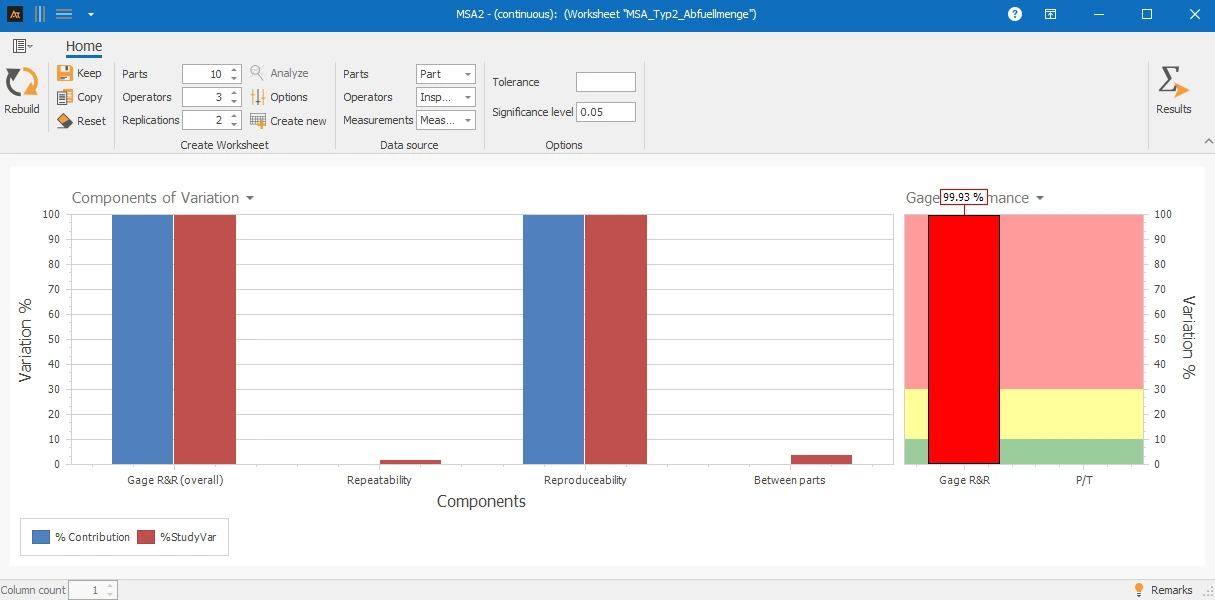
Interpretación:
La evaluación muestra que el sistema de medición no es adecuado. La proporción de variación del sistema de medición (Gage R&R total) es 99.93 % y, por lo tanto, domina casi completamente la variación total. Las diferencias reales entre las partes no pueden capturarse de manera confiable con este sistema de medición. La repetibilidad es buena, ya que la variación dentro de los inspectores es baja. Sin embargo, la reproducibilidad es pobre: los inspectores llegan a resultados significativamente diferentes.
Tiempo de Entrega en Recepción de Mercancías
El tiempo de entrega en la recepción de mercancías se determina a partir de las marcas de tiempo del sistema informático, por ejemplo, desde el momento de la recepción física de las mercancías y la finalización del registro en el sistema.
Por lo tanto, los valores de tiempo no se recopilan con un instrumento de medición tradicional, sino que se generan sistémicamente. Por esta razón, no es aplicable un análisis formal del sistema de medición (MSA Tipo 1 o Tipo 2) en el sentido clásico para los tiempos de entrega en la recepción de mercancías, ya que no se considera ni un instrumento de medición ni inspectores en el sentido del MSA.
Tiempo de Respuesta del Helpdesk de TI
El tiempo de respuesta en el helpdesk de TI se calcula a partir de las marcas de tiempo del sistema de tickets, como desde la apertura del ticket y la primera respuesta documentada.
Aquí también, estos son datos de tiempo registrados automáticamente y no mediciones de un instrumento de medición físico. Por lo tanto, un análisis clásico del sistema de medición no es directamente aplicable, ya que ni un instrumento de medición ni inspectores son considerados en el sentido del MSA.
Datos continuos: Datos recopilados con un instrumento de medición que pueden tener tanto unidades como decimales.
Datos distribuidos normalmente: Datos que pueden describirse bien mediante una distribución normal. Esto se puede verificar, por ejemplo, con una prueba de distribución normal.
OSG = OTG = Límite superior de especificación o tolerancia: El valor máximo permitido para el tamaño objetivo. Si una medición excede esto, se considera no aceptable.
USG = UTG = Límite inferior de especificación o tolerancia: El valor mínimo permitido para el tamaño objetivo. Si una medición cae por debajo de esto, se considera no aceptable.
Análisis del sistema de medición (MSA): Procedimiento para evaluar la idoneidad de un sistema de medición.
MSA Tipo 2 (continuo): Análisis del sistema de medición para evaluar la repetibilidad y reproducibilidad de un sistema de medición con datos de medición continuos.
Parte: Producto individual, real producido que se mide como parte del análisis del sistema de medición.
Inspector: Persona que realiza mediciones.
Gage R&R: Proporción de la variación del sistema de medición en la variación total, que consiste en repetibilidad y reproducibilidad.
Repetibilidad: Variación en los resultados de medición cuando el mismo inspector mide la misma parte varias veces con el mismo instrumento de medición.
Reproducibilidad: Diferencias en los resultados de medición que ocurren cuando diferentes inspectores miden la misma parte con el mismo instrumento de medición.
% Tolerancia = P/T: Proporción de la variación del sistema de medición en el rango de tolerancia especificado.