El gráfico de individuos se utiliza para monitorear procesos con valores individuales a lo largo del tiempo. El objetivo es detectar cambios inusuales en el proceso temprano, antes de que ocurran desviaciones. Esto permite un análisis sistemático de las causas, construir conocimiento del proceso y evitar intervenciones innecesarias.

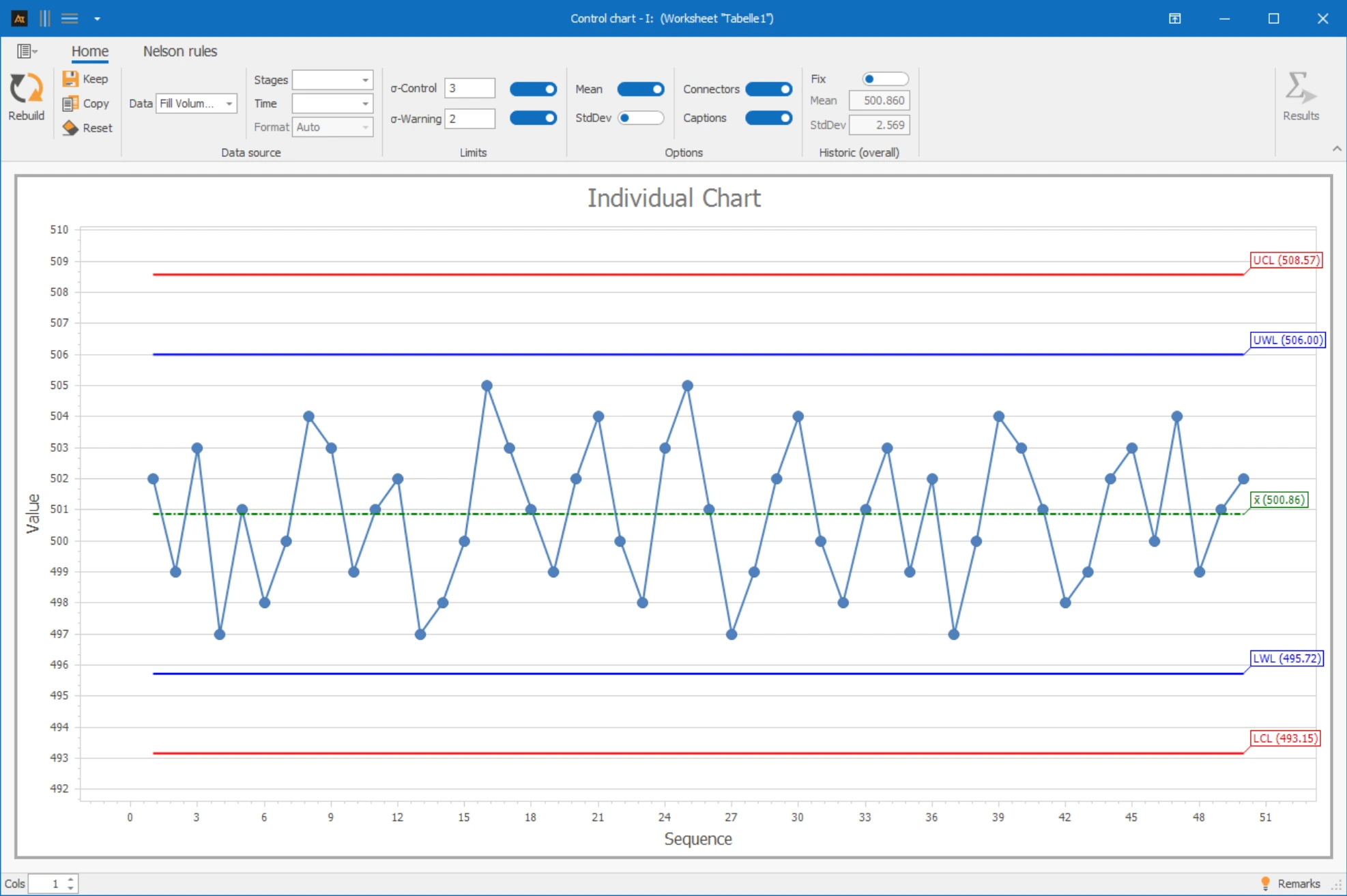
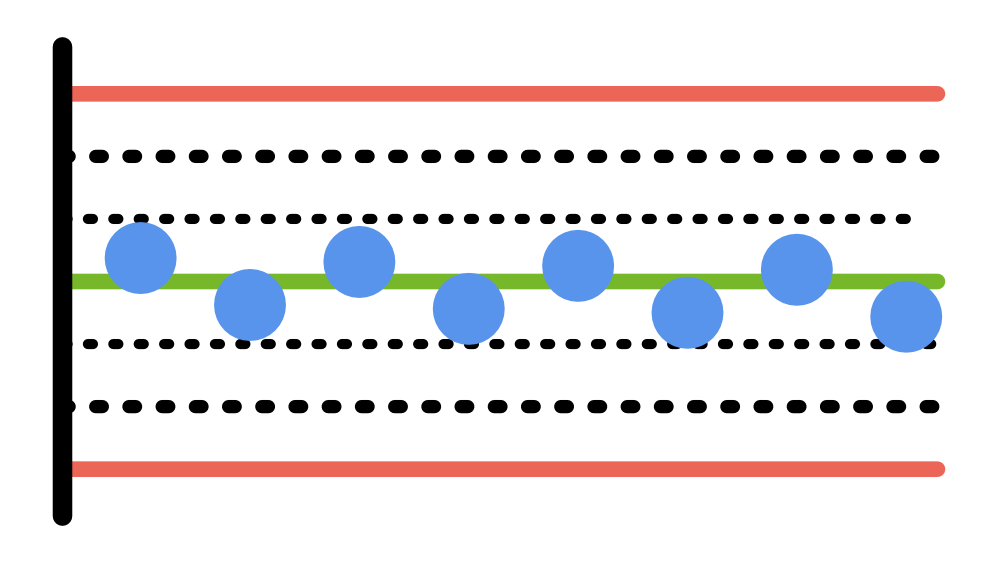
En la producción de salsa de tomate, la cantidad de llenado de cada frasco individual se mide continuamente. El objetivo es verificar si el proceso se mantiene estable a lo largo del tiempo o si ocurren cambios inusuales. Cada medición se muestra en orden cronológico en el gráfico de individuos.
Interpretación de los resultados:
No hay puntos fuera de los límites de control y no se observan patrones notables. El proceso es estable – no hay razón para intervenir.
Explicaciones del gráfico:
- Los puntos muestran las cantidades de llenado individuales en orden cronológico.
- La línea central corresponde a la cantidad de llenado promedio.
- Los límites de control son tres desviaciones estándar desde la media.
Preparación
- Seleccione una medición adecuada (por ejemplo, cantidad de llenado, temperatura, valor de pH).
- Asegúrese de que los datos estén disponibles como valores individuales en orden cronológico.
- Verifique si las diferentes fases del proceso deben considerarse por separado.
- Determine qué reglas de Nelson deben activarse.
 Uso en AlphadiTab
Uso en AlphadiTab
- Seleccione la herramienta Fase de Medición o Fase de Control gráfico de individuos.
- Seleccione la columna para los datos.
- Genere el gráfico con el botón “Crear Nuevo”.
Interpretación
- ¿Hay puntos fuera de los límites de control?
- ¿Se reconocen patrones no aleatorios (tendencias, desplazamientos, ciclos)?
- ¿El proceso es estable o se requieren intervenciones?
Valores históricos
Si se conocen los valores históricos, se pueden usar como referencia fija. Si no hay disponibles, la línea central y los límites de control se estiman a partir de los datos actuales.
Secciones
Las secciones son útiles si el proceso ha sido cambiado deliberadamente. Se calculan líneas centrales y límites de control separados para cada sección.
Se detectan patrones no aleatorios con las pruebas:
Tiempo de respuesta de la mesa de ayuda de TI
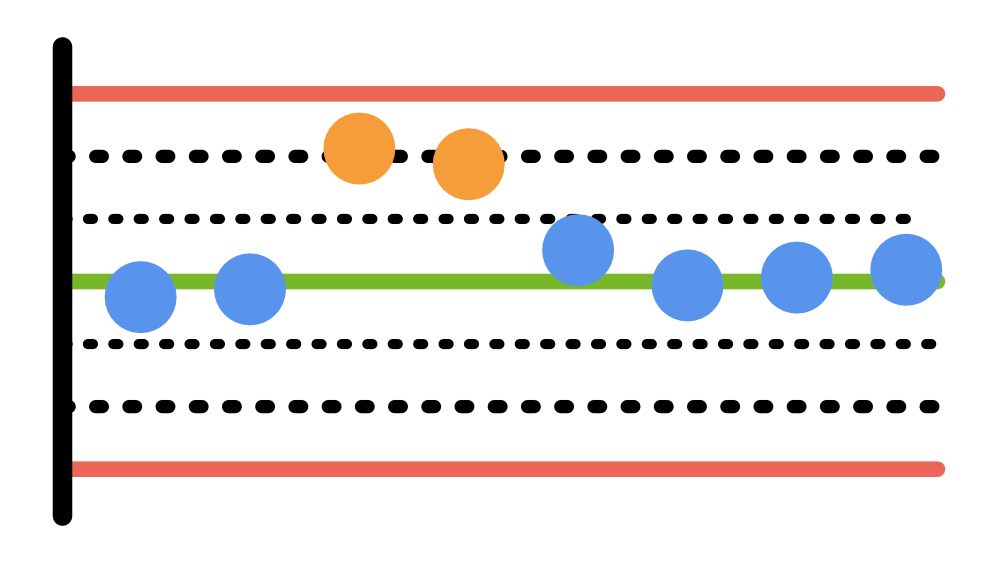
Los tickets se procesan en el servicio de mesa de ayuda de TI. Los tiempos de respuesta se evalúan regularmente para monitorear la estabilidad de los procesos de servicio.
Interpretación
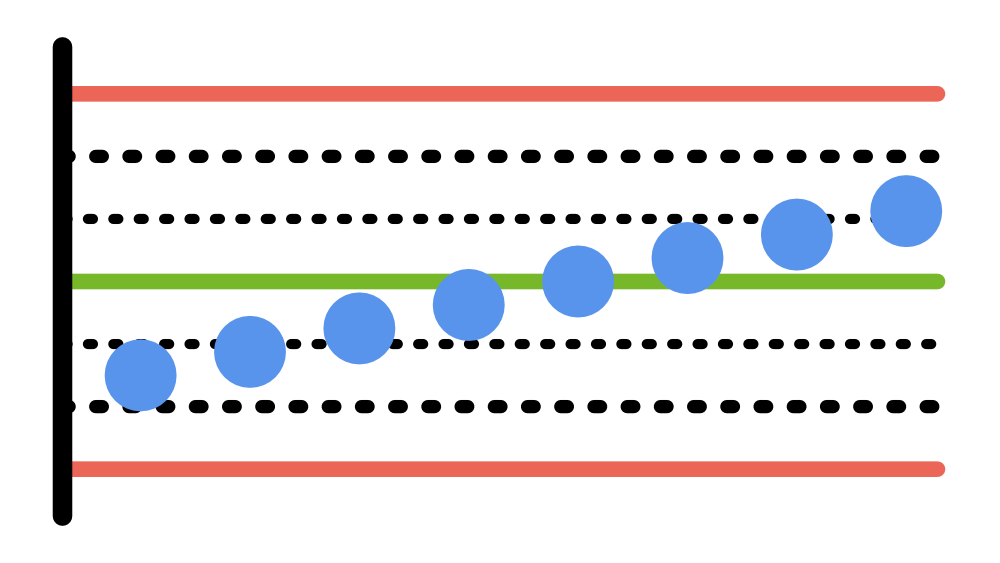
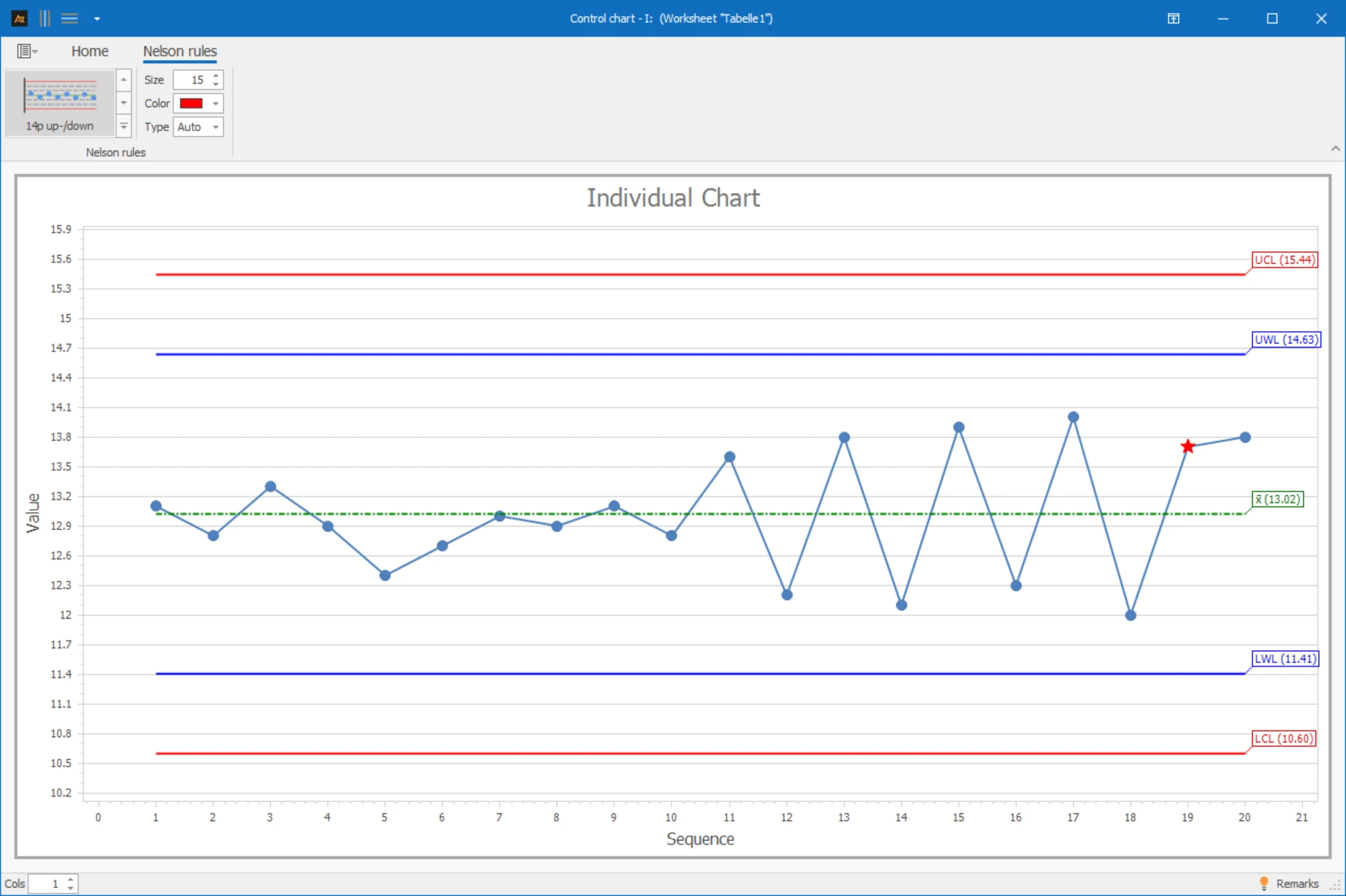
Inicialmente, las mediciones se dispersan al azar. A medida que el proceso continúa, se nota un patrón alternante claro: los valores suben y bajan regularmente en varios puntos. Este patrón alternante no es aleatorio e indica una causa sistemática.
→ Patrón alternante – causa sistemática, investigar proceso.
Cuota de Ventas por Región
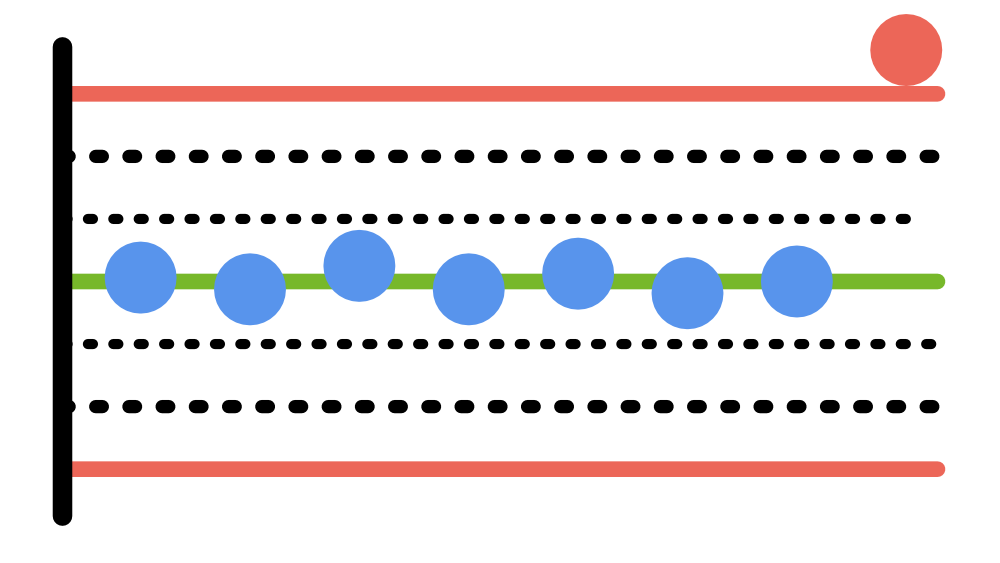
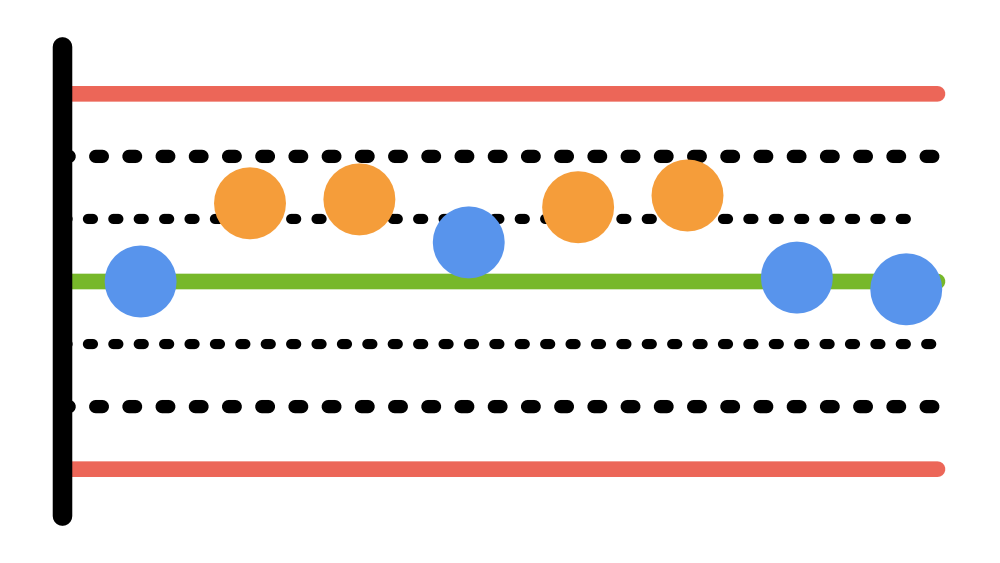
En ventas, la cuota de ventas se evalúa regularmente para monitorear el rendimiento de cierre. Se basa en un número suficiente de ofertas por período, por lo que los valores pueden considerarse aproximadamente continuos.
Interpretación
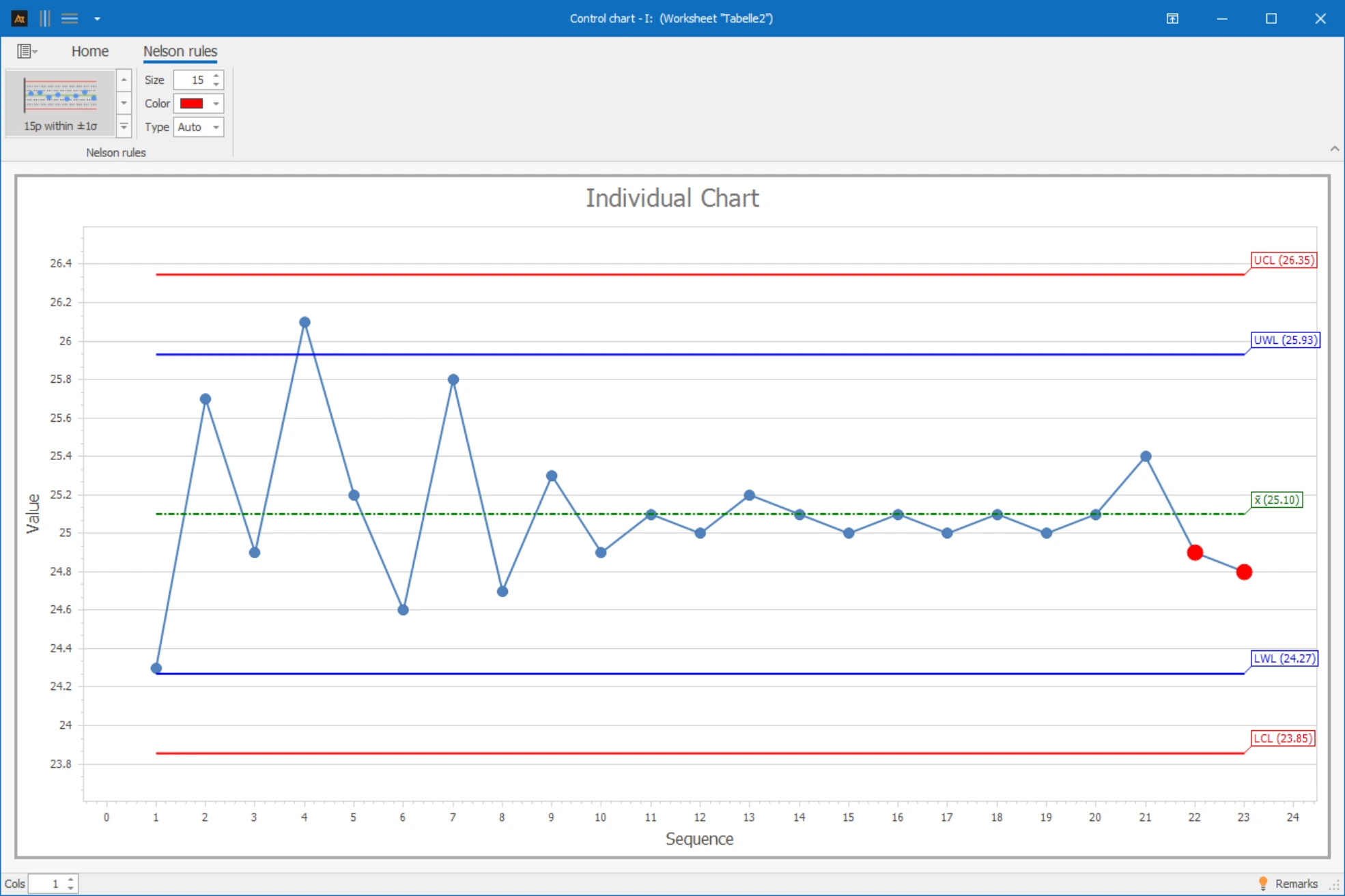
Inicialmente, las mediciones se dispersan al azar. Sin embargo, con el tiempo, los valores están muy cerca unos de otros durante un período prolongado. Esta dispersión inusualmente baja no es aleatoria.
→ Dispersión notablemente baja – causa sistemática, investigar.
Tiempo de entrega después del centro logístico
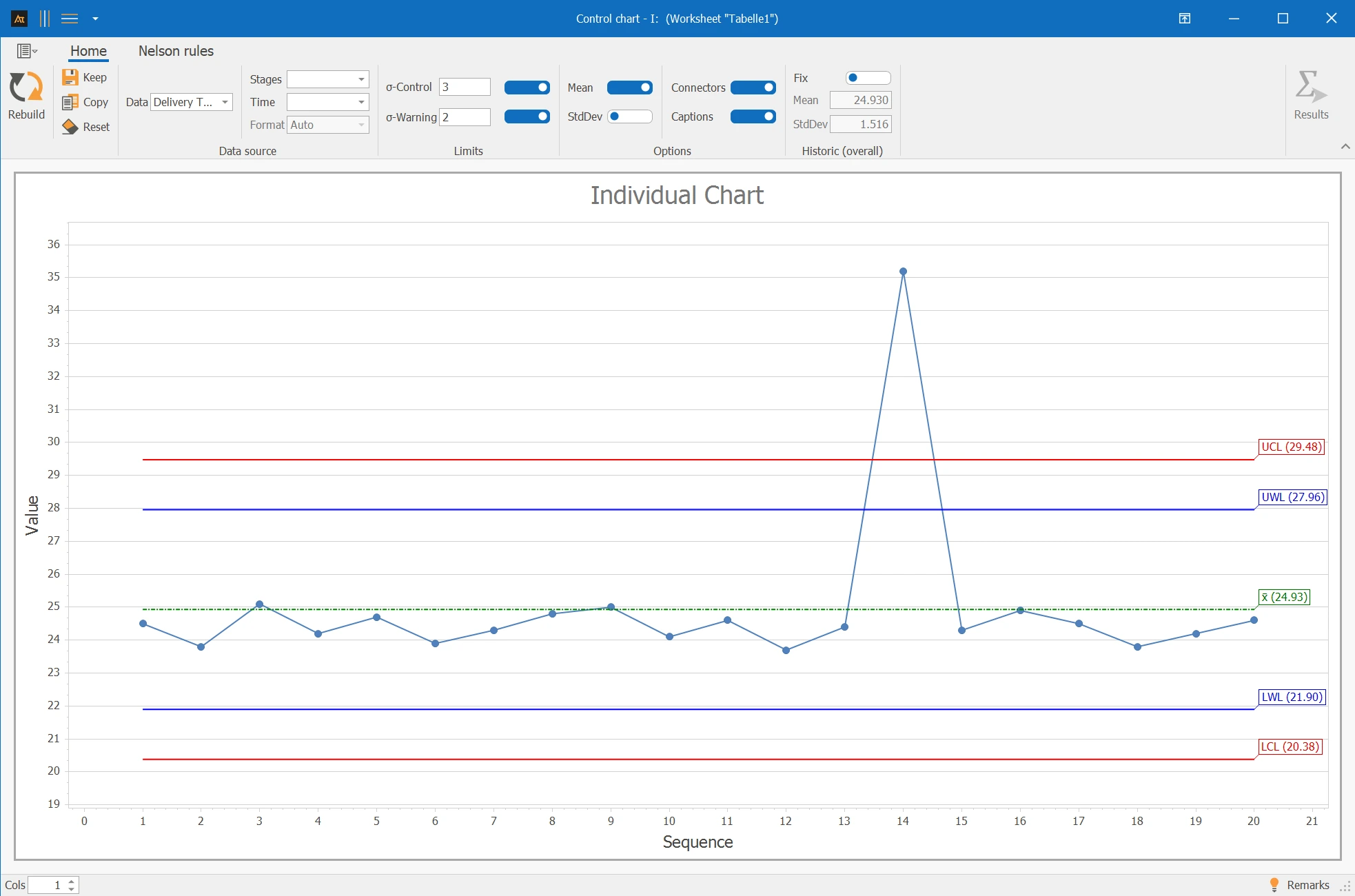
En el sector logístico, el tiempo de entrega de los pedidos de los clientes se registra continuamente. El objetivo es verificar si el proceso es estable a lo largo del tiempo o si hay alguna anomalía.
Interpretación
Una medición está significativamente fuera de los límites de control. La causa es conocida: un cierre total en la A7. El proceso no es estable en este momento, pero hay una causa especial explicable.
→ Valor atípico debido a una causa especial conocida (cierre de la A7) – no se necesita más investigación.
Comparación de Proveedores
En compras, la tasa de rechazo por entrega se registra continuamente. Durante el período de observación, hubo un cambio del Proveedor A al Proveedor B. El objetivo es verificar si el proceso sigue siendo estable después del cambio.
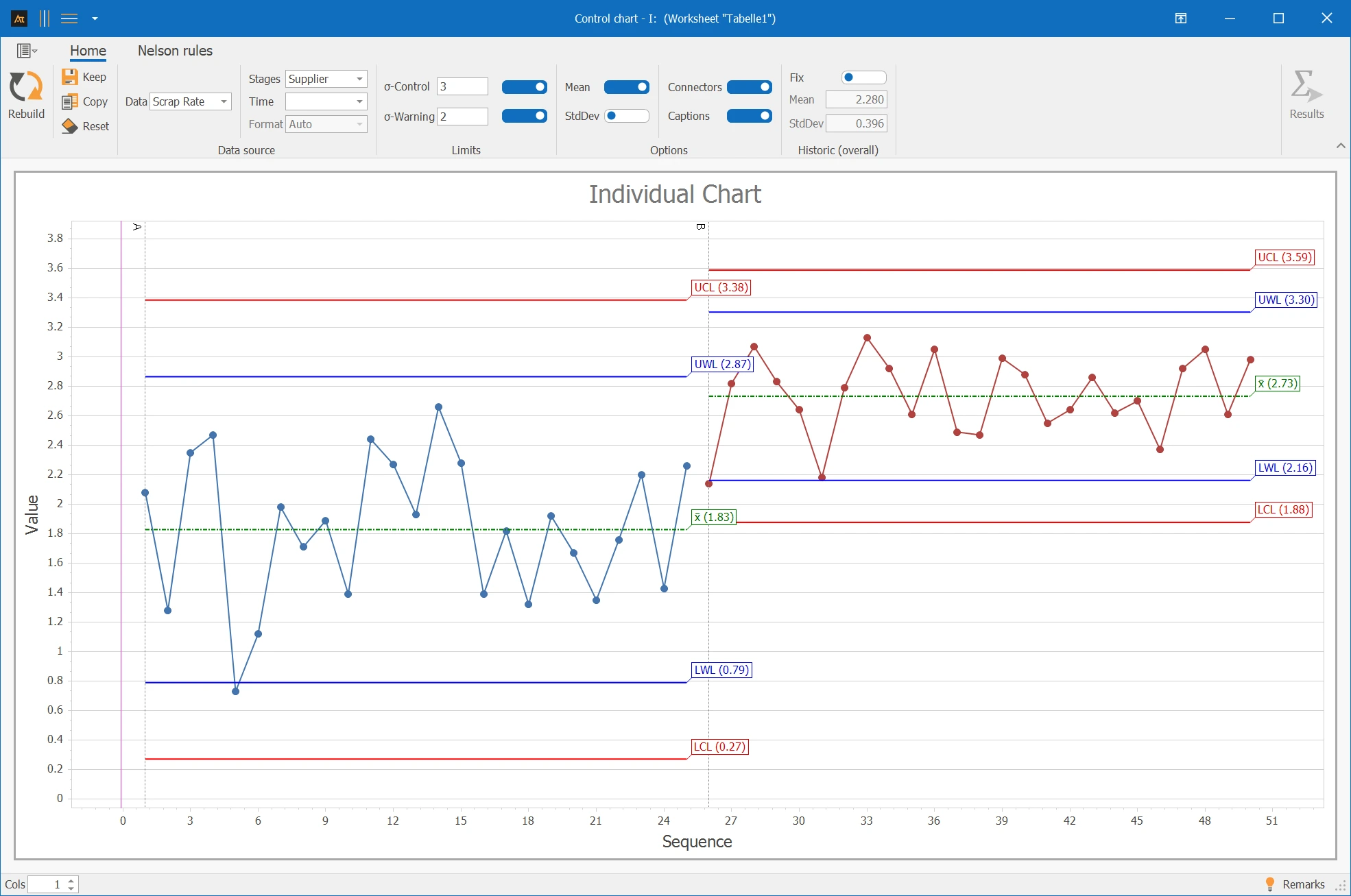
Interpretación
Después del cambio de proveedor, se nota un cambio significativo en el nivel de la tasa de rechazo. Los valores son generalmente más altos, lo que indica un cambio sistemático.
→ Cambio de nivel después del cambio de proveedor – analizar en contexto.
Desviación del pronóstico
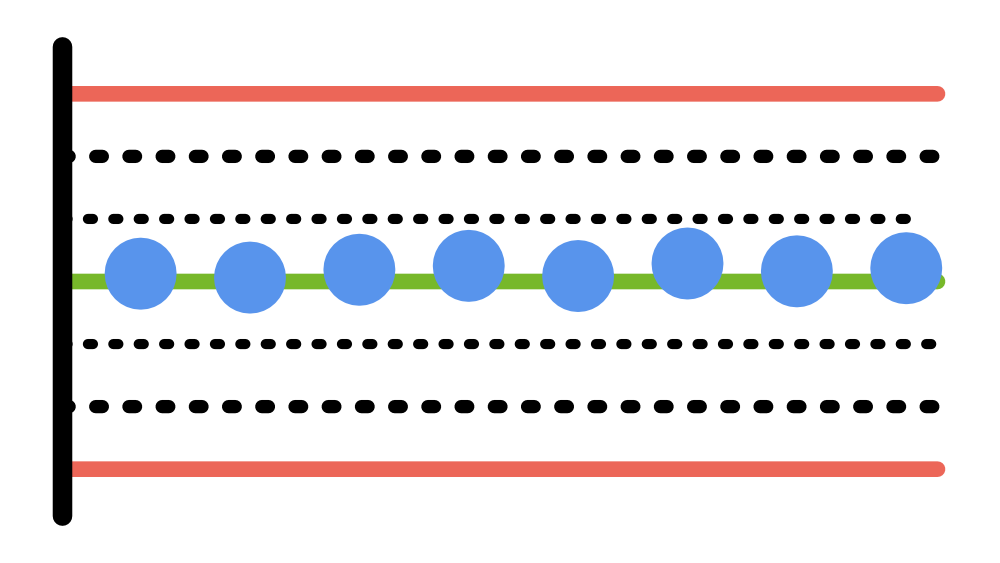
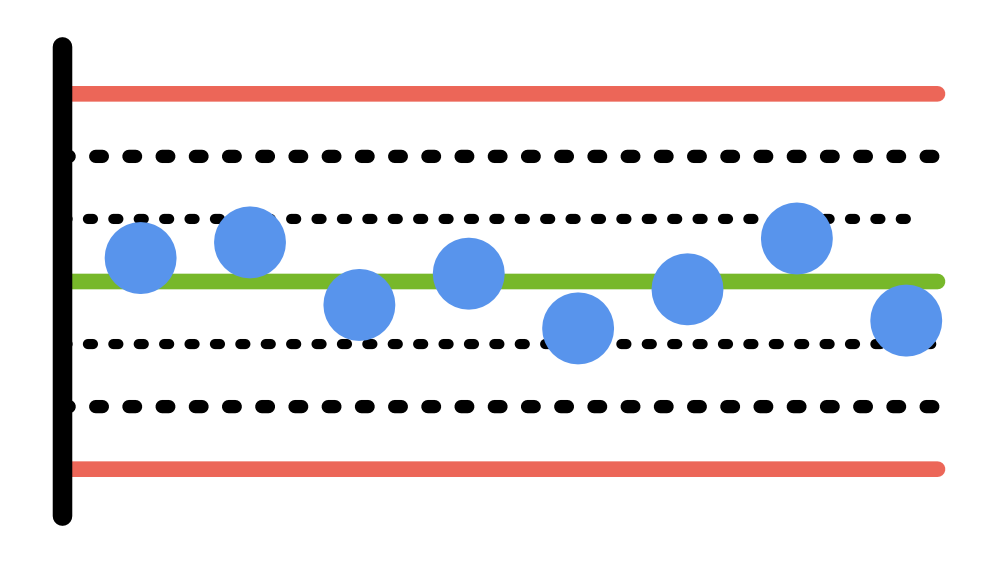
En la planificación de la producción, la desviación del pronóstico se registra regularmente para monitorear la calidad de la planificación de la demanda. Con el tiempo, se debe verificar si el comportamiento del proceso cambia.
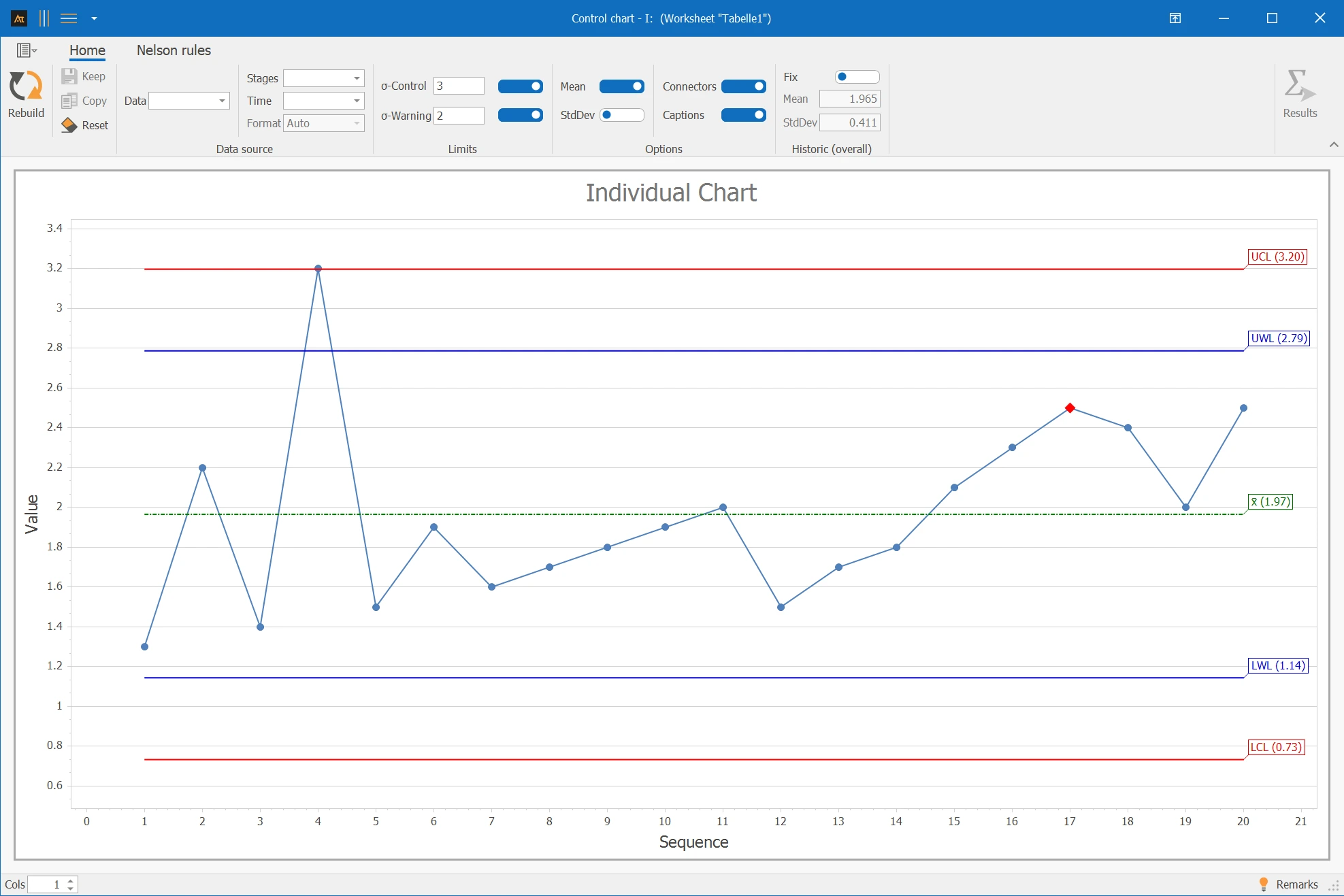
Interpretación
Se reconocen un valor atípico y una tendencia al alza. Esto indica un cambio sistemático – el proceso no es estable.
→ Valor atípico + tendencia al alza – proceso inestable, investigar.
I (Individual): Valores individuales mostrados en orden cronológico.
Promedio: Promedio de las mediciones y nivel central del proceso.
Desviación estándar: Medida de la dispersión de las mediciones alrededor del promedio.
Límites de control (UCL / LCL): Límites dentro de los cuales se espera la fluctuación aleatoria de un proceso estable (típicamente ±3σ).
Límites de advertencia (UWL / LWL): Límites dentro de los límites de control para la detección temprana de anomalías (típicamente ±2σ).
Control de sigma: Factor para calcular los límites de control (típicamente 3σ).
Advertencia de sigma: Factor para calcular los límites de advertencia (típicamente 2σ).
Reglas de Nelson: Pruebas estadísticas para detectar patrones no aleatorios en el flujo del proceso.
Fijar (valores históricos): Valores preestablecidos para el promedio y la desviación estándar utilizados como referencia fija para calcular los límites.
Valores de paso: Representación de niveles de proceso constantes por tramos, por ejemplo, durante cambios en el proceso
Media
Con xi = i-ésima observación individual