El análisis de capacidad del proceso tiene como objetivo evaluar la calidad de los procesos al analizar la posición (exactitud) y la dispersión (precisión) de una característica utilizando los indicadores Cp y Cpk. Cuanto mayor sea el valor de Cpk, mejor será el proceso. Un proceso a menudo se considera capaz cuando el valor de Cpk es 1.33 o superior.
En los proyectos de Lean Six Sigma, el análisis de capacidad del proceso se utiliza típicamente en la fase de Medición para evaluar objetivamente el rendimiento actual de un proceso en comparación con los límites de especificación.

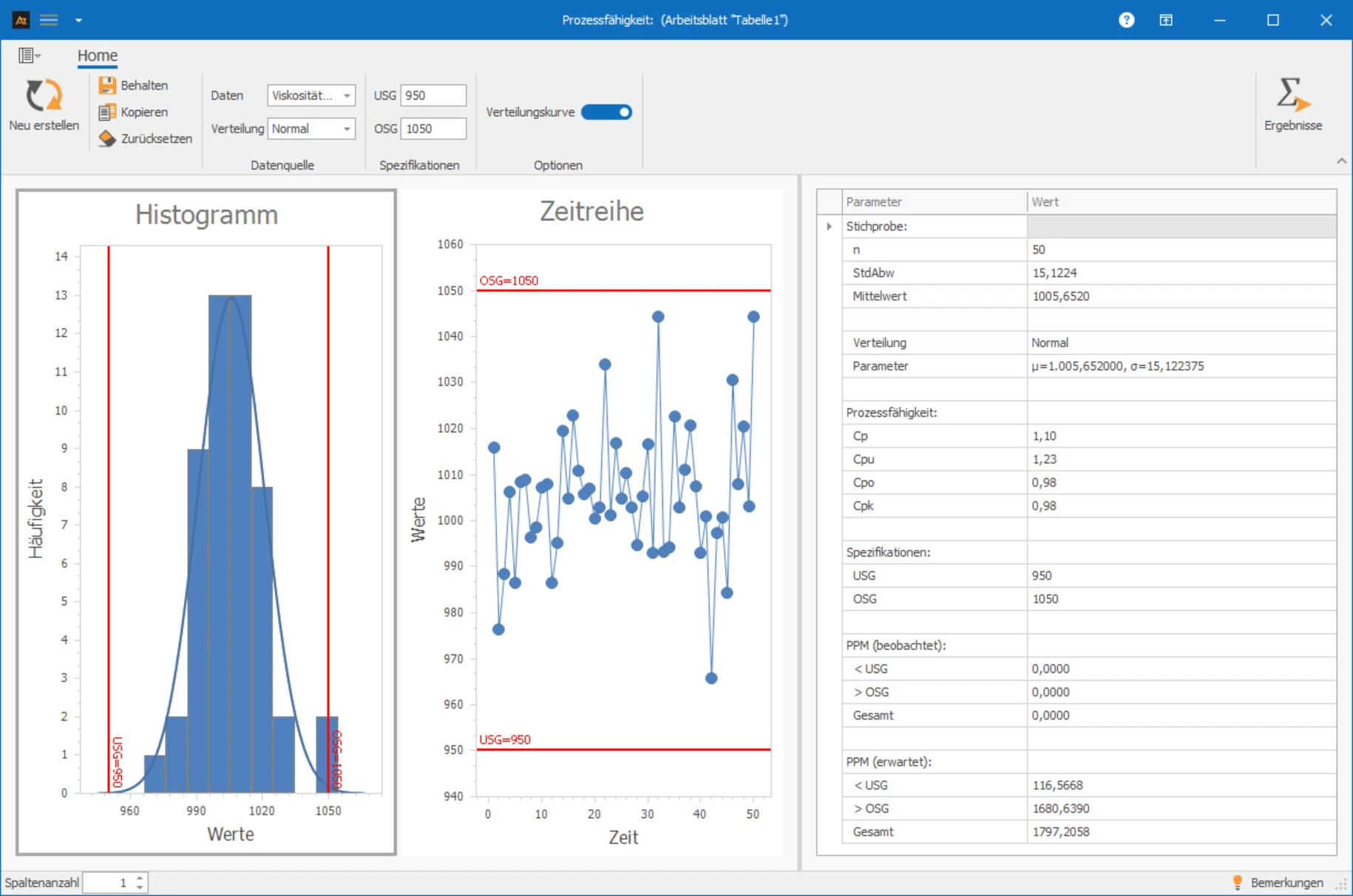
En la producción de salsa de tomate, la viscosidad juega un papel crucial: Si la salsa es demasiado líquida o demasiado espesa, no cumple con las expectativas del cliente. Con Cp y Cpk, se puede verificar si el proceso mantiene de manera confiable la consistencia deseada.
Interpretación de los resultados:
La evaluación muestra un valor Cp de 1.10 y un valor Cpk de 0.98. El valor Cpk es menor que el valor de referencia frecuentemente requerido de 1.33 – por lo tanto, el proceso no es capaz.
El valor Cp de 1.10 indica que la variación del proceso sigue siendo demasiado grande. Dado que Cpk también es ligeramente menor que Cp, también hay una ligera desviación posicional. Sin embargo, la causa principal es claramente la variación demasiado alta.
Explicaciones del gráfico:
- Las barras representan la distribución de frecuencia de los valores medidos.
- La línea es la distribución normal basada en la media y la desviación estándar de los datos reales.
- Cuanto más estrecha sea la curva, mejor se ajusta el proceso dentro de los límites de especificación (USL y LSL).
Preparación
- Seleccione una medición continua y recopile datos (por ejemplo, viscosidad).
- Verifique los datos para distribución normal.
- Determine o consulte los límites de especificación (por ejemplo, LSL = 950, USL = 1050).
 Usar en AlphadiTab
Usar en AlphadiTab
- Seleccione la herramienta Fase de Medición Cp, Cpk.
- Seleccione datos “Viscosidad”.
- Especifique los límites de especificación: LSL = 950, USL = 1050.
- Seleccione la distribución adecuada.
- Realice el análisis haciendo clic en “Crear Nuevo”.
Interpretación
- Verifique si el proceso es capaz (capaz en Cpk ≥ 1.33 o el valor mínimo requerido).
- Determine si la localización, la dispersión, o ambas necesitan mejora.
Cantidad de Relleno Salsa de Tomate
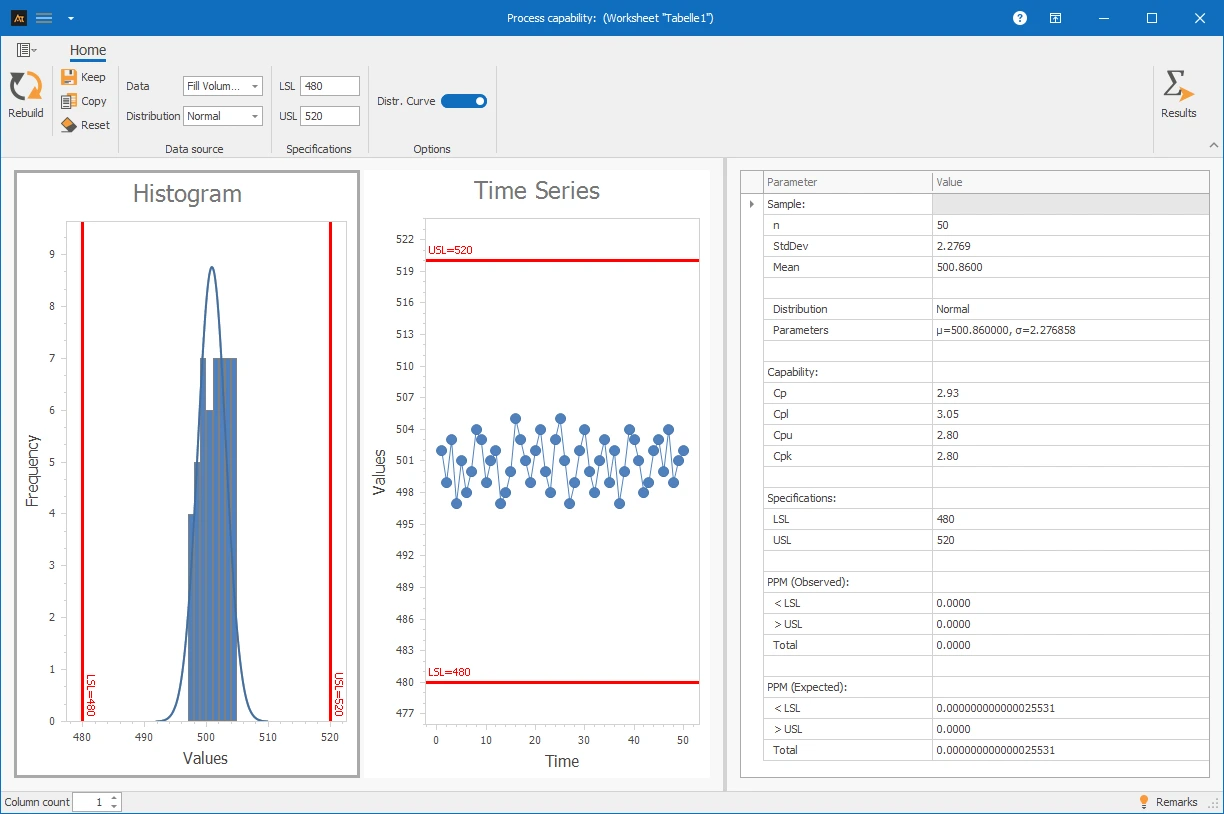
En este ejemplo, se examinó la cantidad de relleno de la salsa de tomate. La cantidad de relleno se registra con un dispositivo de medición adecuado para verificar si la máquina mantiene de manera confiable la cantidad objetivo de 500 ml.
Cifras Clave Determinadas
- Cp = 2.93
- Cpk = 2.80
Interpretación
El proceso es capaz. Ambos valores están por encima del valor de referencia frecuentemente requerido de 1.33. La variación es lo suficientemente pequeña (Cp alto) y la posición es buena (Cpk ≈ Cp).
→ El proceso mantiene de manera confiable la cantidad objetivo – no se requiere acción.
Tiempo de entrega de un pedido
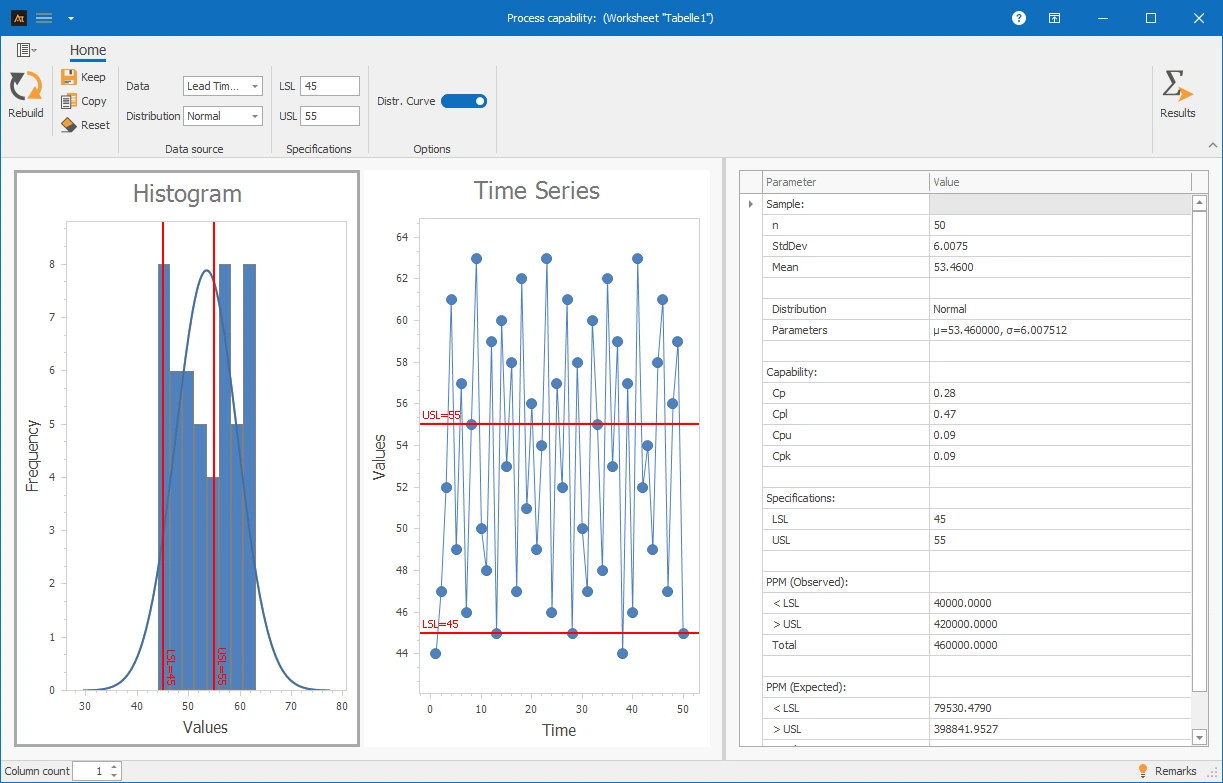
En la recepción de mercancías, cada pedido pasa por un paso de verificación donde se revisan las notas de entrega y se registran los artículos en el sistema. La falta de códigos de barras, notas de entrega incompletas o consultas llevan a tiempos de procesamiento muy diferentes.
Cifras Clave Determinadas
- Cp = 0.28
- Cpk = 0.09
Interpretación
El proceso no es capaz. Cp < 1.33 → Variación demasiado grande, los tiempos de entrega fluctúan mucho. Cpk < Cp → además un problema de ubicación.
→ Reducir la variación y estabilizar la ubicación del proceso para controlar los tiempos de entrega.
Tiempos de respuesta de solicitudes
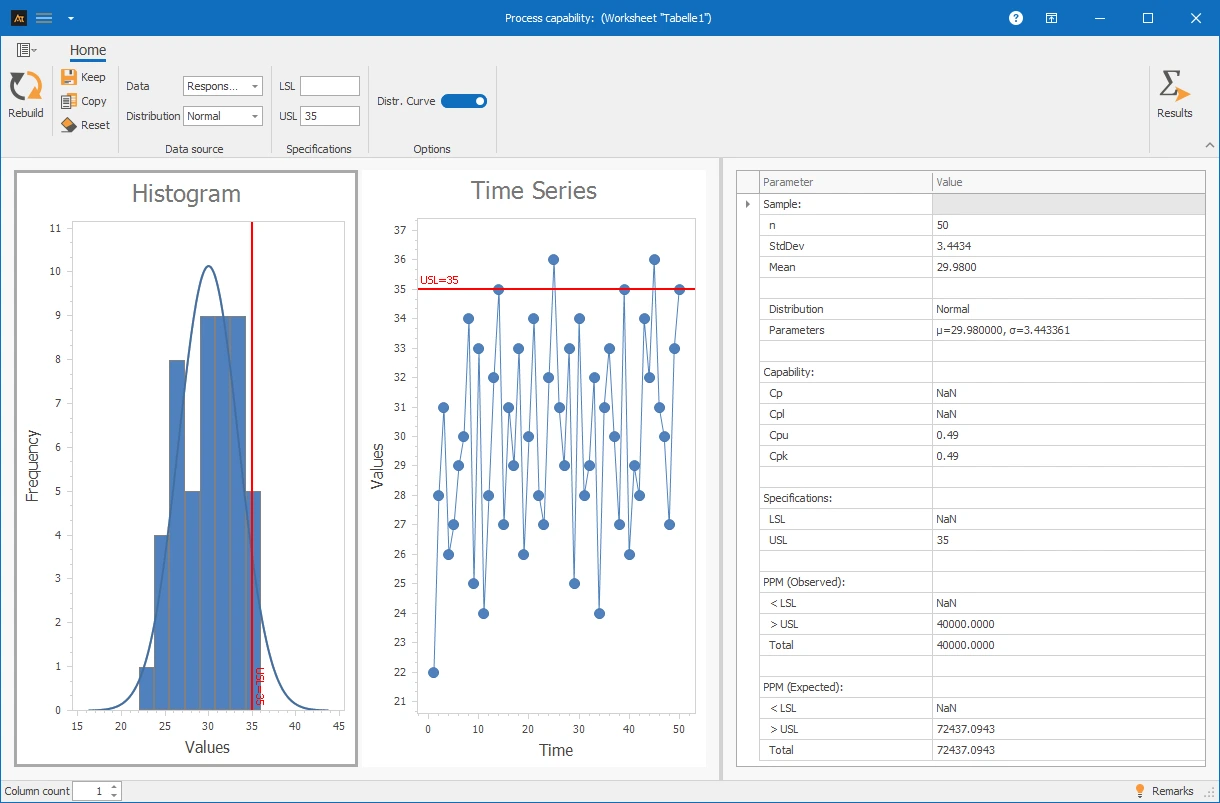
Muchas solicitudes diferentes se reciben diariamente en el servicio de TI. Mientras que los casos simples se procesan rápidamente, la respuesta se retrasa para tickets más complejos – aunque el tiempo de respuesta no debería exceder 35 minutos.
Cifras clave determinadas
- Cp: no calculable, ya que solo hay un límite de especificación disponible
- Cpk = 0.49
Interpretación
El proceso no es capaz, ya que el valor de Cpk está significativamente por debajo del valor mínimo requerido de 1.33. Dado que solo se define un límite de especificación superior, la optimización se puede lograr mediante una menor variabilidad y un mejor posicionamiento.
→ Estandarizar el proceso de procesamiento para llevar de manera confiable los tiempos de respuesta por debajo del límite.
Datos continuos: Datos recopilados con un instrumento de medición que pueden tener tanto unidades como decimales.
Datos distribuidos normalmente: Datos que pueden describirse bien mediante una distribución normal (por ejemplo, probados para distribución normal).
OSG / OTG: Límite superior de especificación o tolerancia – el valor máximo permitido para la variable objetivo.
USG / UTG: Límite inferior de especificación o tolerancia – el valor mínimo permitido para la variable objetivo.
Cp: Índice de capacidad que evalúa la dispersión del proceso en relación con los límites de especificación.
Cpk: Índice de capacidad que evalúa tanto la dispersión como la posición del proceso en relación con los límites de especificación.
x̄ = Media de la muestra: Valor promedio de los datos de medición recopilados.
s = Desviación estándar: Medida de la dispersión de los datos alrededor de la media.