El MSA Tipo 1 se utiliza para evaluar la capacidad de un instrumento de medición.
Verifica si un sistema de medición único mide suficientemente preciso (dispersión) y suficientemente exacto (ubicación) en mediciones repetidas.
Para este propósito, se utilizan los indicadores Cg (precisión) y Cgk (precisión + ubicación).
Un instrumento de medición a menudo se considera capaz si Cg y Cgk ≥ 1.33 (o según especificación).
Preparación
- Seleccione una variable de medición continua (por ejemplo, viscosidad).
- Seleccione un instrumento de medición adecuado para determinar la variable de medición (por ejemplo, viscosímetro rotacional).
- Proporcione una parte de referencia o una muestra de referencia (por ejemplo, salsa de tomate homogeneizada).
- Asegúrese de que se conozcan los límites de especificación (LSL = 950, USL = 1050).
- Establezca las condiciones de medición y manténgalas constantes durante la medición (misma muestra, misma temperatura, un examinador; consulte el manual de referencia del instrumento de medición).
- Planifique y realice un número suficiente de mediciones repetidas (por ejemplo, 25 mediciones).
 Uso en AlphadiTab
Uso en AlphadiTab
- En la fase de Medición, llame a la función “MSA Tipo 1” .
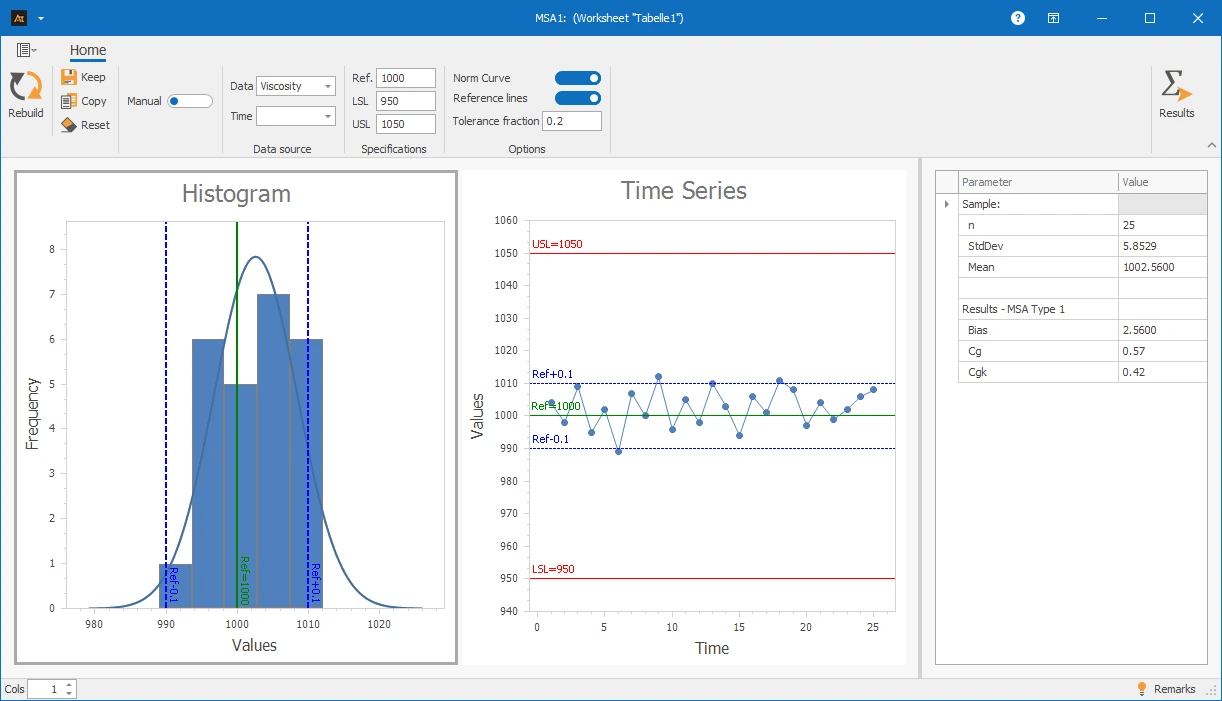
- Ingrese la columna “Viscosidad” en los datos.
- Ingrese el valor de referencia aquí 1000, en LSL 950 y en USL 1050.
- Realice MSA 1 haciendo clic en el botón “Crear Nuevo” .
Interpretación
- Primero, verifique si el instrumento de medición es capaz (capaz si el valor Cgk ≥ 1.33 o cumple con el valor mínimo requerido).
- Luego determine si la localización o la dispersión del instrumento de medición (o ambos) necesitan mejora.

En la producción de salsa de tomate, la viscosidad se monitorea regularmente ya que tiene un impacto significativo en la consistencia, el comportamiento de llenado y la calidad del producto.
Los límites de especificación permitidos para la viscosidad son 950 a 1050.
Antes de realizar más análisis, se debe verificar si el instrumento de medición utilizado para determinar la viscosidad es adecuado.
Para este propósito, se utiliza una salsa de tomate homogeneizada como muestra de referencia en un análisis del sistema de medición Tipo 1.
Se mide la viscosidad de la muestra varias veces con un viscosímetro rotacional bajo condiciones constantes. La muestra, el dispositivo de medición, el examinador y la temperatura permanecen sin cambios para evaluar exclusivamente la repetibilidad del instrumento de medición.
Basado en las mediciones repetidas, se puede evaluar si el instrumento de medición puede capturar de manera confiable la viscosidad de la salsa de tomate dentro de los límites especificados y, por lo tanto, es adecuado para un uso posterior en el monitoreo de calidad y procesos.
Interpretación de los resultados:
El análisis del sistema de medición Tipo 1 muestra que el instrumento de medición es capaz. El valor Cg es 0.57 y el valor Cgk es 0.42, lo cual está por debajo del valor mínimo requerido de 1.33.
El instrumento de medición exhibe demasiada variación y muestra una desviación sistemática de 2.56.
Explicaciones de los gráficos:
Histograma:
- Las barras representan la distribución de frecuencia de las mediciones.
- La curva muestra la distribución normal, calculada en base a la media y la desviación estándar de los datos medidos reales.
- Las líneas azules punteadas representan las líneas de referencia. Se determinan a partir del valor de referencia y la porción de tolerancia especificada y se utilizan para evaluar la variación del sistema de medición en relación con la tolerancia.
Gráfico de series temporales:
- Las líneas rojas son los límites de especificación.
Cantidad de llenado Salsa de Tomate
En la producción de salsa de tomate, la cantidad de llenado es una característica central de calidad y se especifica para cada producto en mililitros.
Para el producto, se define una cantidad de llenado objetivo de 500 ml, con los límites de especificación USG = 480 ml y OSG = 520 ml.
En la práctica, la cantidad de llenado se controla utilizando una báscula calibrada.
Dado que el instrumento de medición registra el peso, el análisis del sistema de medición Tipo 1 se lleva a cabo basado en los datos de peso. Dado que este es un ejemplo ficticio, se asume por simplicidad que 1 ml de salsa de tomate corresponde a 1 g.
Como parte del MSA Tipo 1, un contenedor de referencia estable se pesa varias veces bajo condiciones constantes (mismo contenedor, misma báscula, un inspector).
El objetivo es verificar si el instrumento de medición utilizado puede capturar la cantidad de llenado con suficiente precisión y sin desviación sistemática relevante.
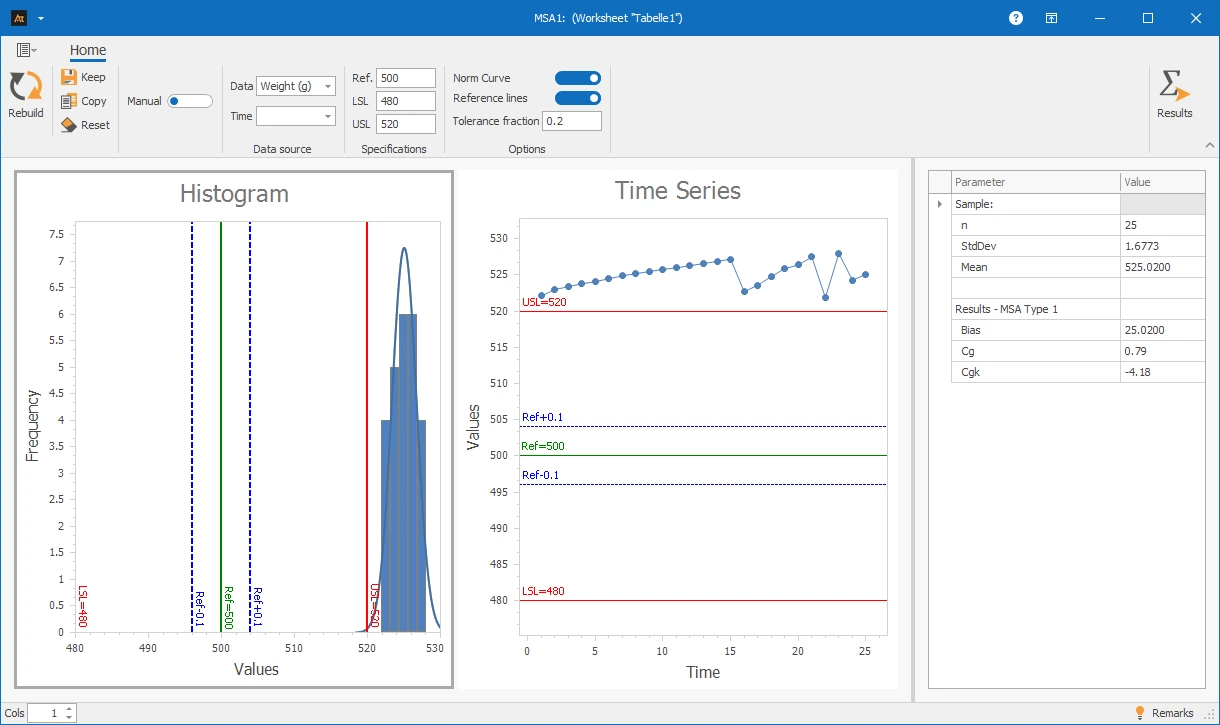
En la evaluación, se obtienen un valor Cg de 0.79 y un valor Cgk de -4.18. Ambos valores están por debajo del valor de referencia frecuentemente requerido de 1.33.
Interpretación
El instrumento de medición no es capaz.
Tiempo de entrega de un pedido en recepción de mercancías
El tiempo de entrega en recepción de mercancías se determina a partir de las marcas de tiempo del sistema informático, por ejemplo, desde el momento de la recepción física de las mercancías y la finalización de la contabilización en el sistema.
Por lo tanto, los valores de tiempo no se recopilan con un instrumento de medición clásico sino que son generados por el sistema.
Por esta razón, un análisis formal del sistema de medición (MSA Tipo 1 o Tipo 2) no es aplicable para los tiempos de entrega en recepción de mercancías.
En particular, no existe un instrumento de medición en el sentido clásico.
Sin embargo, tiene sentido aplicar la mentalidad del análisis del sistema de medición a estos datos.
Se debe verificar si las marcas de tiempo se establecen con retraso, si las contabilizaciones se realizan colectivamente o si hay desplazamientos de tiempo relacionados con el sistema.
Solo cuando se conocen estas influencias se pueden interpretar correctamente los tiempos de entrega y asignarlos al proceso.
Solicitudes de Tiempo de Respuesta
El tiempo de respuesta en el helpdesk de TI se calcula a partir de las marcas de tiempo del sistema de tickets, como desde la apertura del ticket y la primera respuesta documentada.
Aquí, también, estos son datos de tiempo registrados automáticamente y no mediciones de un instrumento de medición físico.
Por lo tanto, un análisis clásico del sistema de medición no es directamente aplicable, ya que ni un instrumento de medición ni inspectores son considerados en el sentido del MSA.
Sin embargo, tiene sentido considerar los principios básicos del análisis del sistema de medición.
Por ejemplo, los cambios de estado automáticos, la reelaboración manual o los desplazamientos de tiempo en el sistema pueden afectar el tiempo de respuesta medido.
Examinar tales efectos sistemáticos ayuda a clasificar correctamente las desviaciones y evitar interpretaciones erróneas del rendimiento del proceso.
Datos continuos: Datos recopilados con un instrumento de medición que pueden tener tanto unidades como decimales.
Datos distribuidos normalmente: Datos que pueden describirse bien mediante una distribución normal. Esto se puede verificar, por ejemplo, con una prueba de distribución normal.
OSG = OTG = Límite superior de especificación o tolerancia: El valor máximo permitido para la variable objetivo. Si un valor de medición está por encima de esto, se considera no aceptable.
USG = UTG = Límite inferior de especificación o tolerancia: El valor mínimo permitido para la variable objetivo. Si un valor de medición está por debajo de esto, se considera no aceptable.
Cg: Índice de capacidad que evalúa la dispersión del instrumento de medición en relación con los límites de especificación.
Cgk: Índice de capacidad que evalúa tanto la dispersión como la posición del instrumento de medición en relación con los límites de especificación.
Sesgo (desviación de posición): Desviación sistemática del valor medio de las mediciones respecto al valor de referencia.
Valor de referencia: Valor objetivo dado o conocido con el que se compara el valor medio de las mediciones.
x̄ = Media de la muestra: Valor promedio de los datos recopilados.
s = Desviación estándar de la muestra: Medida de la dispersión de los datos alrededor de la media.