El gráfico de barras X se utiliza cuando hay múltiples mediciones continuas disponibles por punto de inspección o cuando grandes conjuntos de datos pueden agruparse de manera significativa en subgrupos. Monitorea los promedios de estos subgrupos y hace visible si el nivel promedio del proceso cambia con el tiempo.

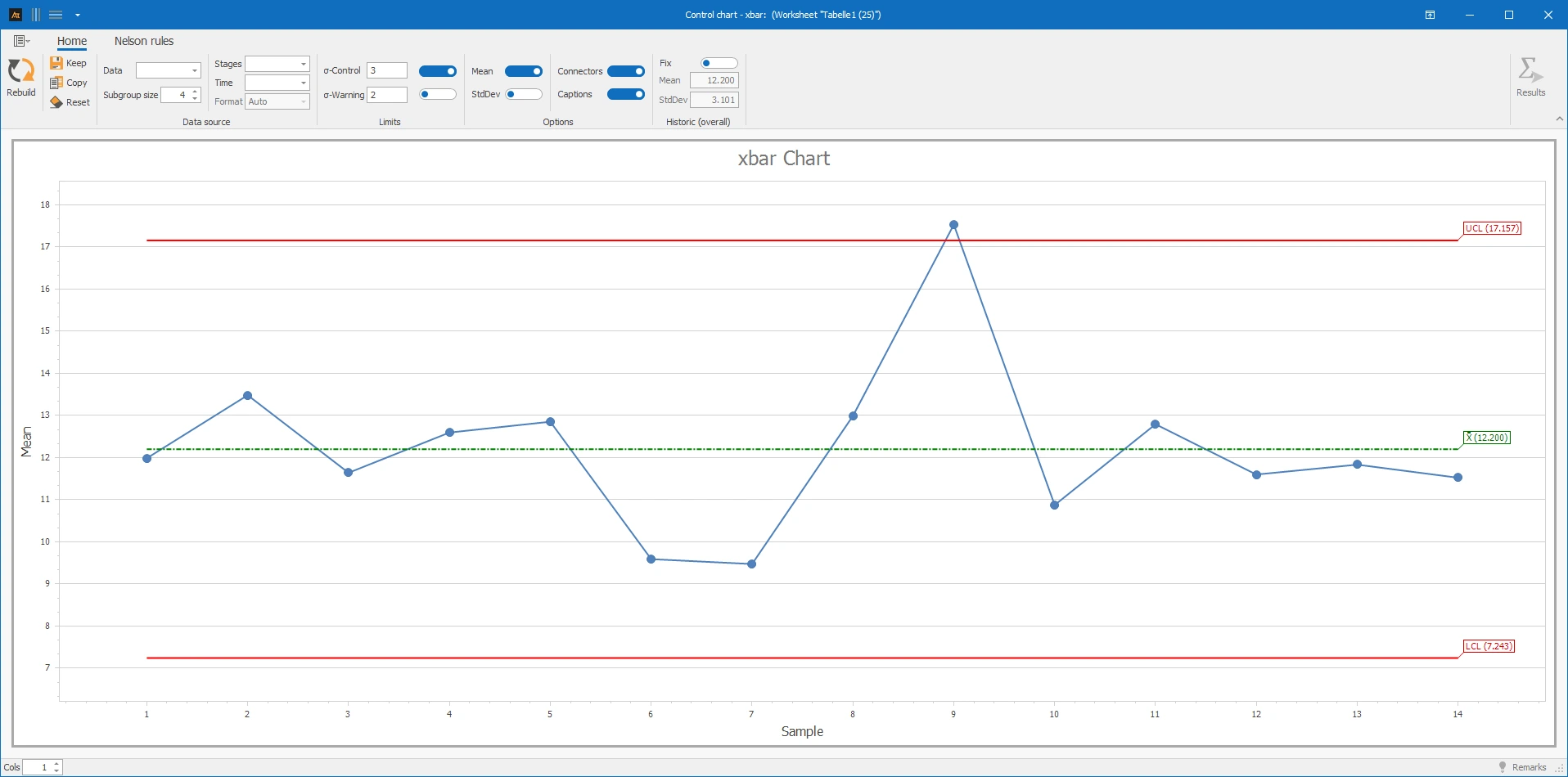
En la producción de salsa de tomate, se revisan cinco frascos cada 30 minutos. Las cinco mediciones forman cada una un subgrupo; para cada subgrupo, se calcula el valor medio y se muestra en orden cronológico en el gráfico de valores medios (gráfico x̄). El objetivo es verificar si la cantidad media de llenado se mantiene estable con el tiempo o si la posición del proceso cambia.
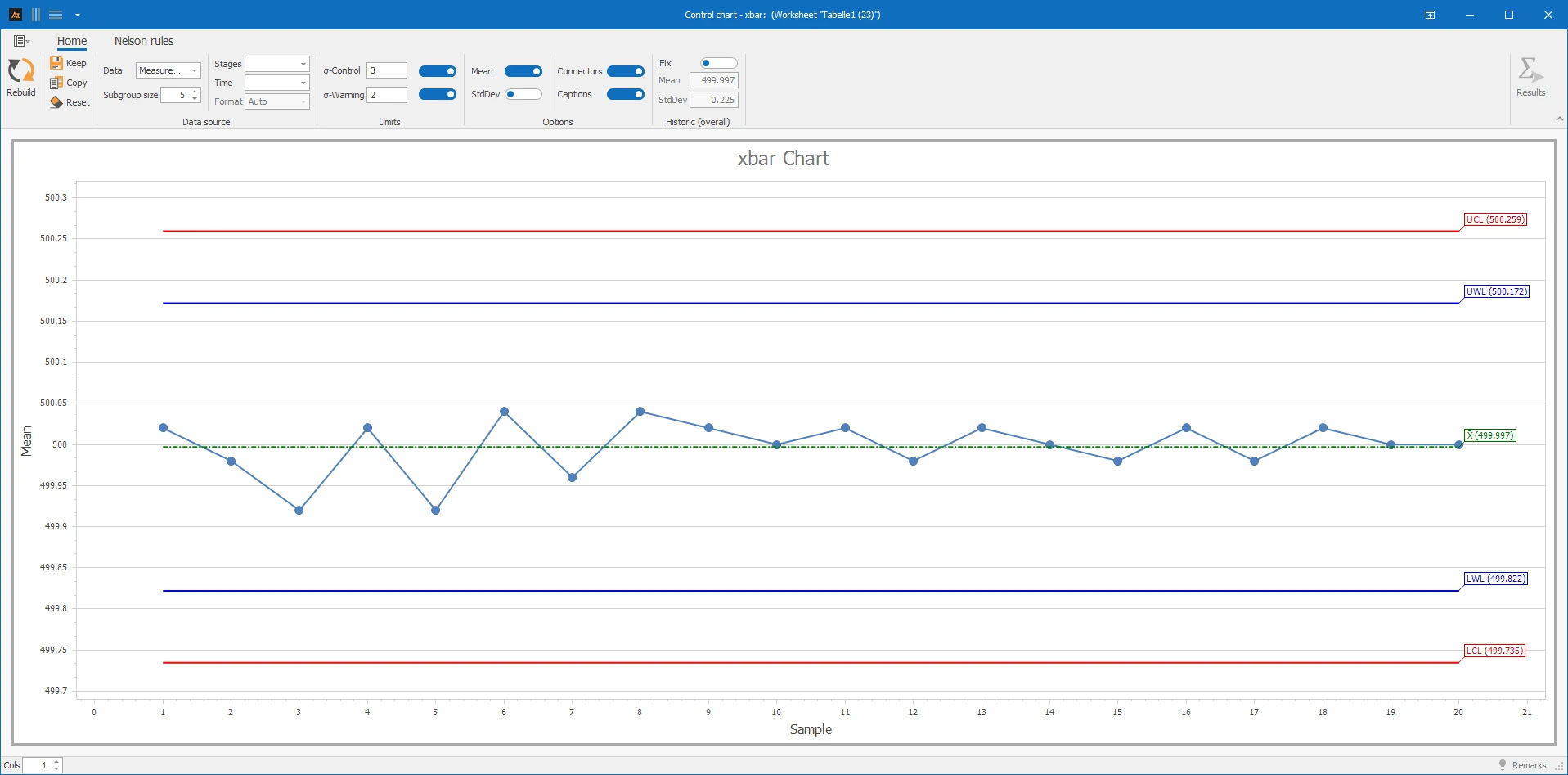
Interpretación de los resultados:
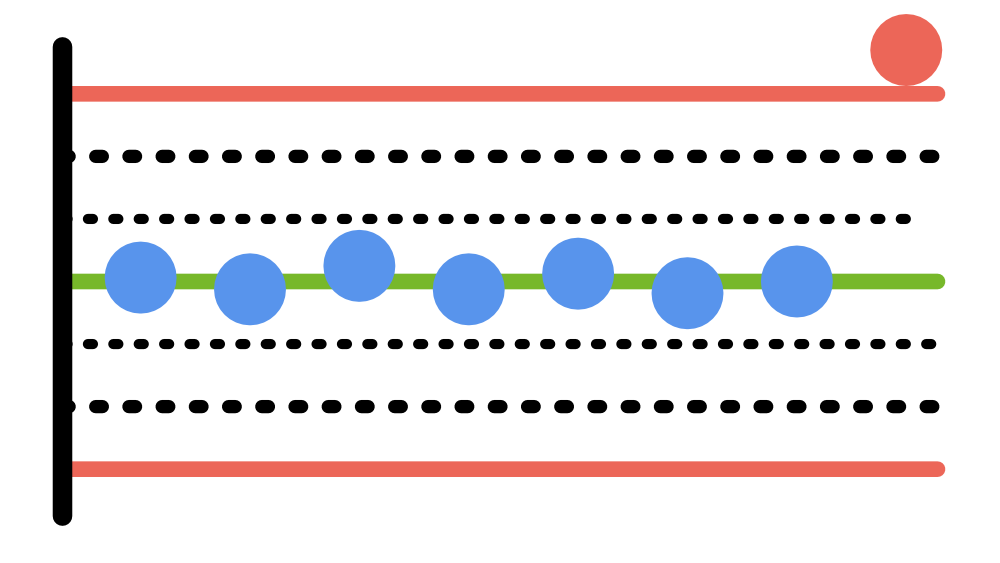
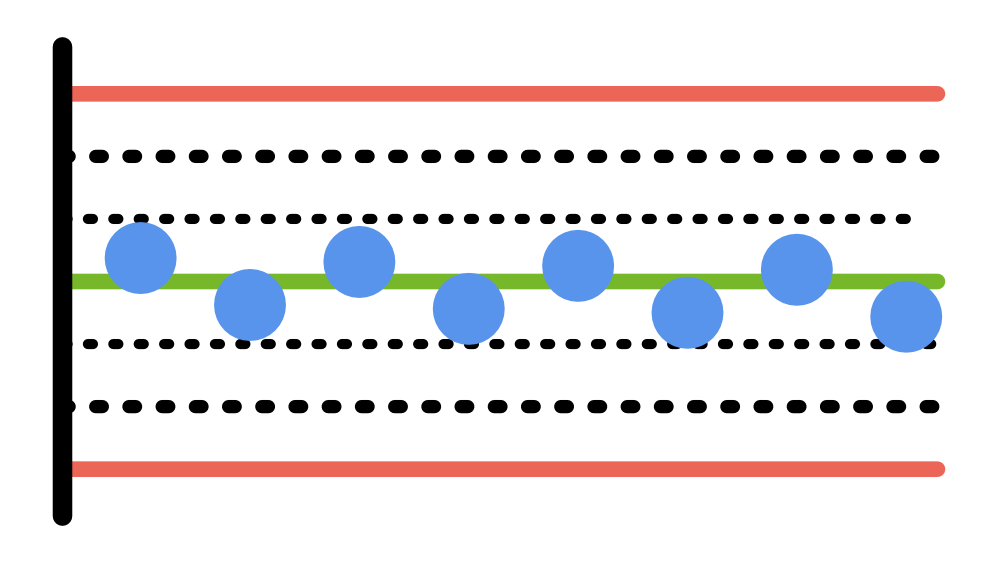
No hay valores medios fuera de los límites de control, y no se reconocen patrones notables. La posición del proceso permanece estable; la variación dentro de los subgrupos también es poco destacable.
Explicaciones del gráfico:
- Los puntos muestran los valores medios de los subgrupos individuales en orden cronológico.
- La línea central corresponde a la media de las medias de los subgrupos.
- Los límites de control se calculan a partir de la variación y la media de los subgrupos.
Preparación
- Seleccione una medición continua adecuada.
- Determine un tamaño de subgrupo significativo (por ejemplo, 5).
- Asegúrese de que todos los subgrupos sean del mismo tamaño y estén en orden cronológico.
 Usar en AlphadiTab
Usar en AlphadiTab
- Seleccione la herramienta gráfico X-bar en la Fase de Medición o Fase de Control.
- Ingrese los datos, establezca el tamaño del subgrupo.
- Genere el gráfico con el botón "Crear Nuevo".
Interpretación
- ¿Están los promedios fuera de los límites de control?
- ¿Son visibles patrones no aleatorios (tendencias, cambios)?
Tamaño del subgrupo
El tamaño del subgrupo afecta el cálculo de los límites de control. Cuanto mayor sea el subgrupo, menor será la variación aleatoria de las medias del subgrupo. Idealmente, todos los subgrupos son del mismo tamaño.
Valores históricos
Si se conocen valores de referencia históricos, se pueden utilizar como base fija. La línea central y los límites de control permanecen constantes.
Secciones
Las secciones son útiles cuando el proceso ha cambiado deliberadamente, por ejemplo, después de un cambio de proveedor o un ajuste de proceso. Se calculan líneas centrales y límites de control separados para cada sección.
Se detectan patrones no aleatorios con las pruebas:
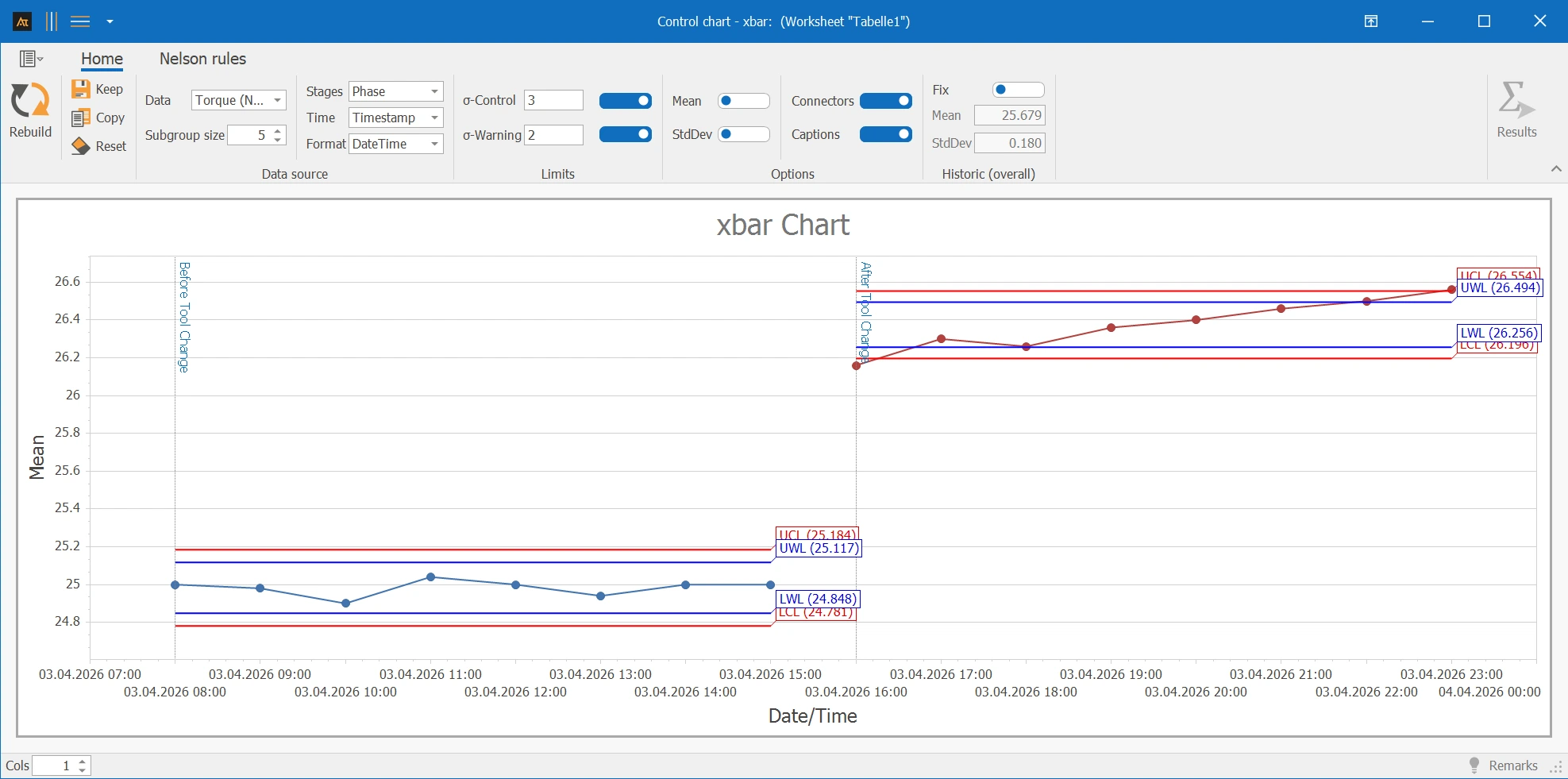
Pare el par de torsión después del cambio de herramienta
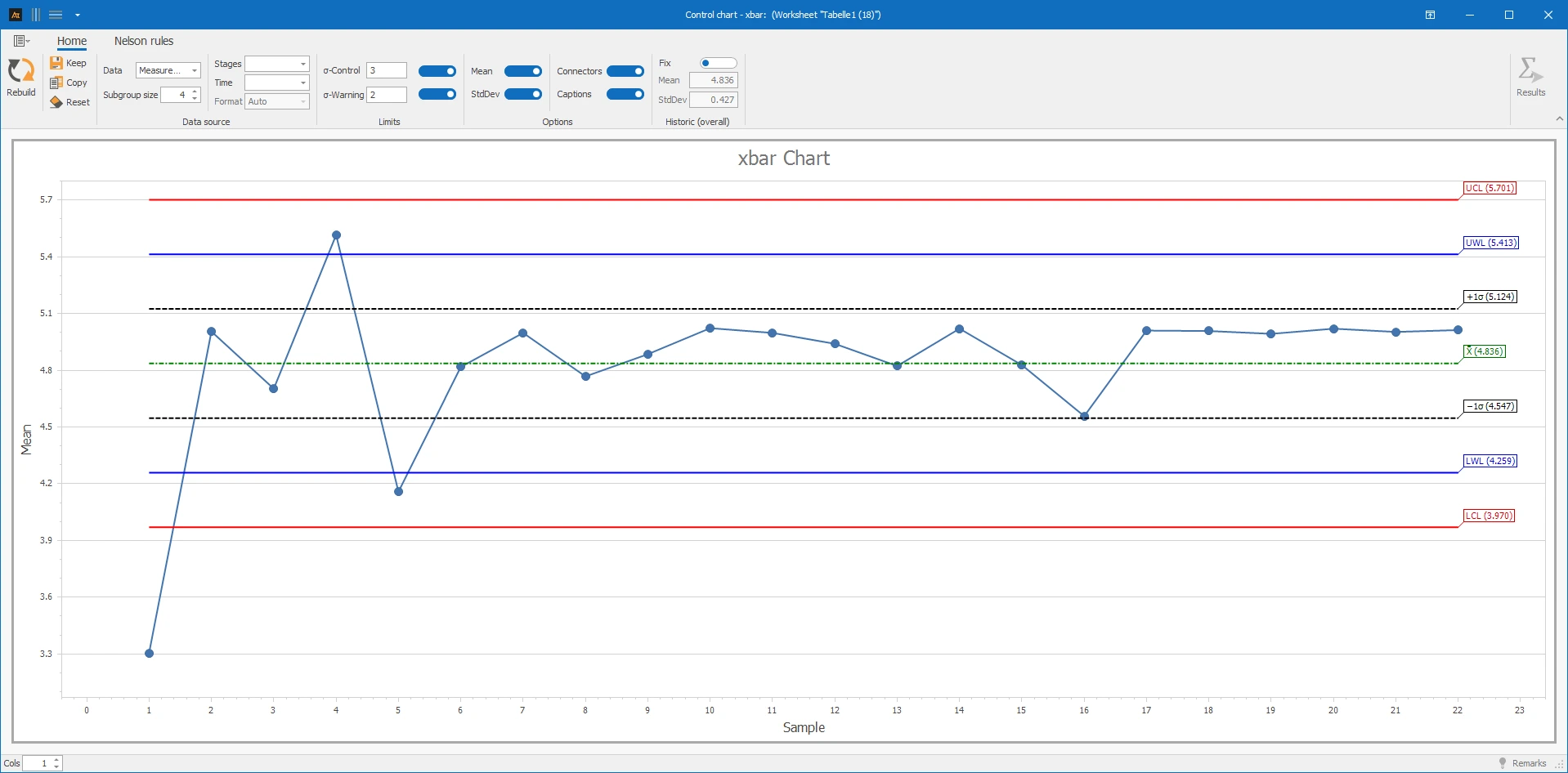
Durante el proceso de ensamblaje, se miden cinco conexiones de tornillo por hora y se agrupan en subgrupos. Después de un cambio de herramienta, se debe verificar si el par de torsión promedio ha cambiado.
Interpretación
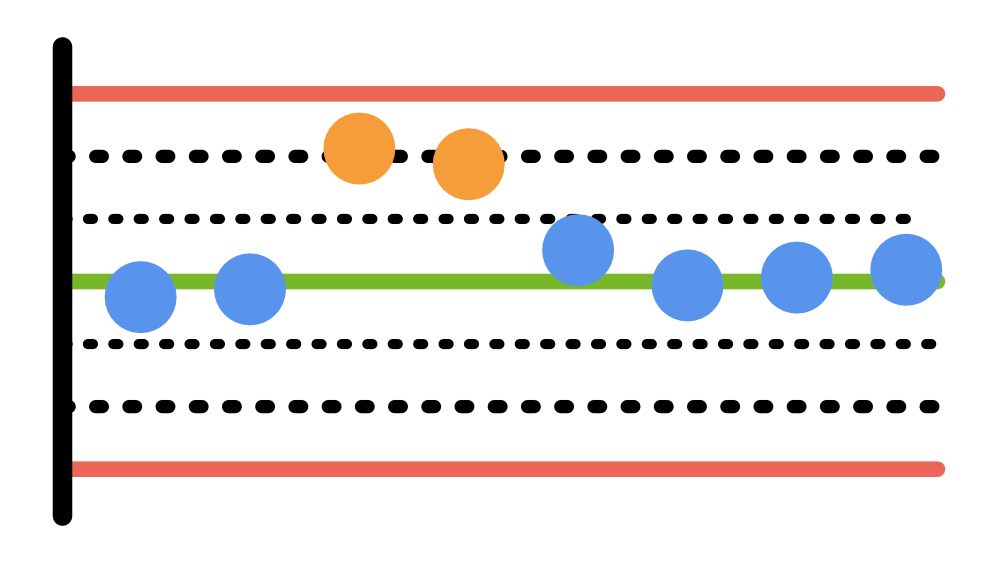
Después del cambio de herramienta, el nivel de las medias de los subgrupos se desplaza significativamente hacia arriba. El cambio es sistemático.
→ Desplazamiento de nivel después del cambio de herramienta – analizar en contexto.
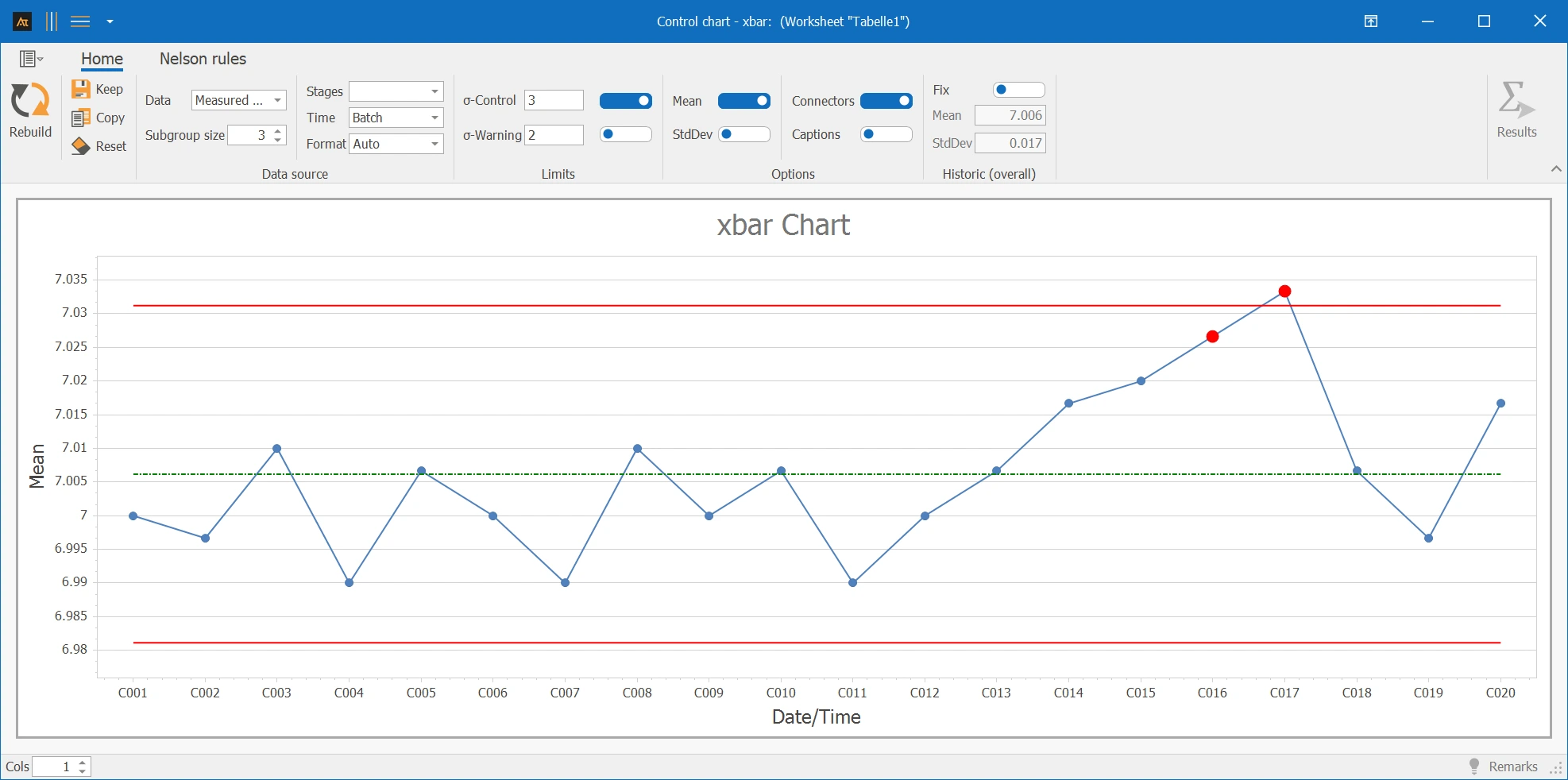
Valor de pH por lote
En el laboratorio, se toman tres mediciones de pH por lote. El valor promedio por lote se monitorea con el gráfico X-bar. Con el tiempo, se debe evaluar si la situación del proceso está cambiando gradualmente.
Interpretación
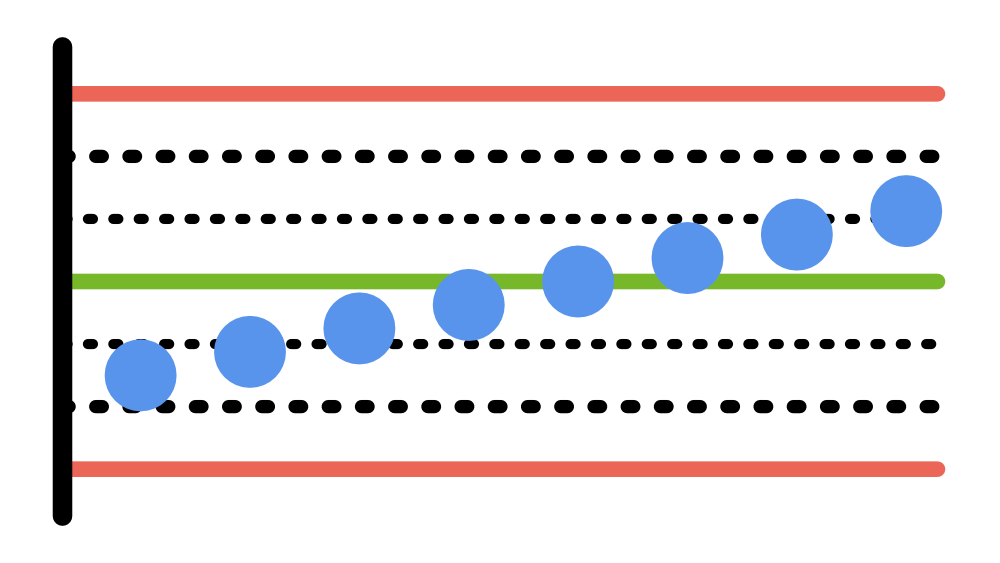
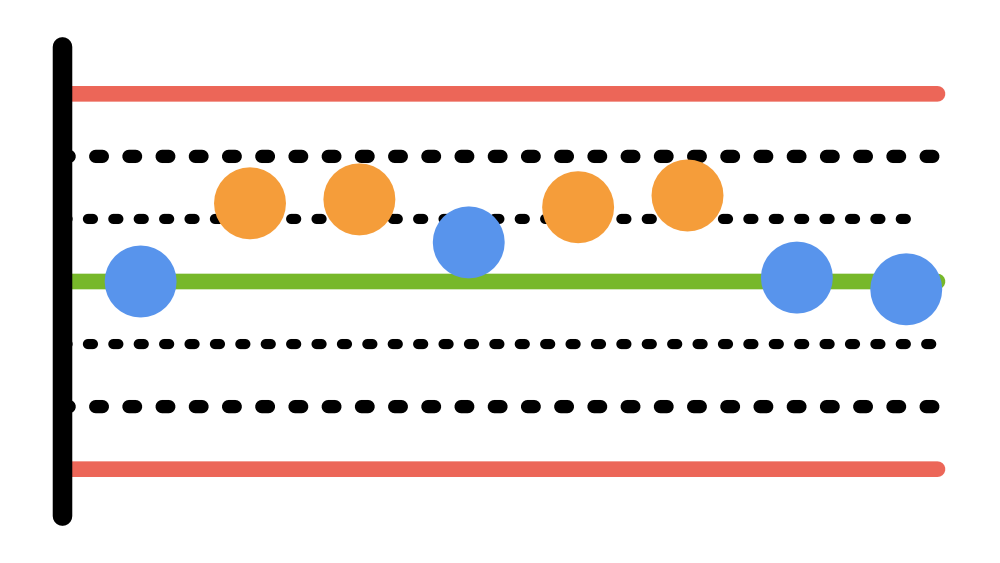
Se reconoce una tendencia creciente en varios subgrupos. Esto indica un cambio sistemático – el proceso no es estable.
→ Tendencia creciente – proceso inestable, investigar.
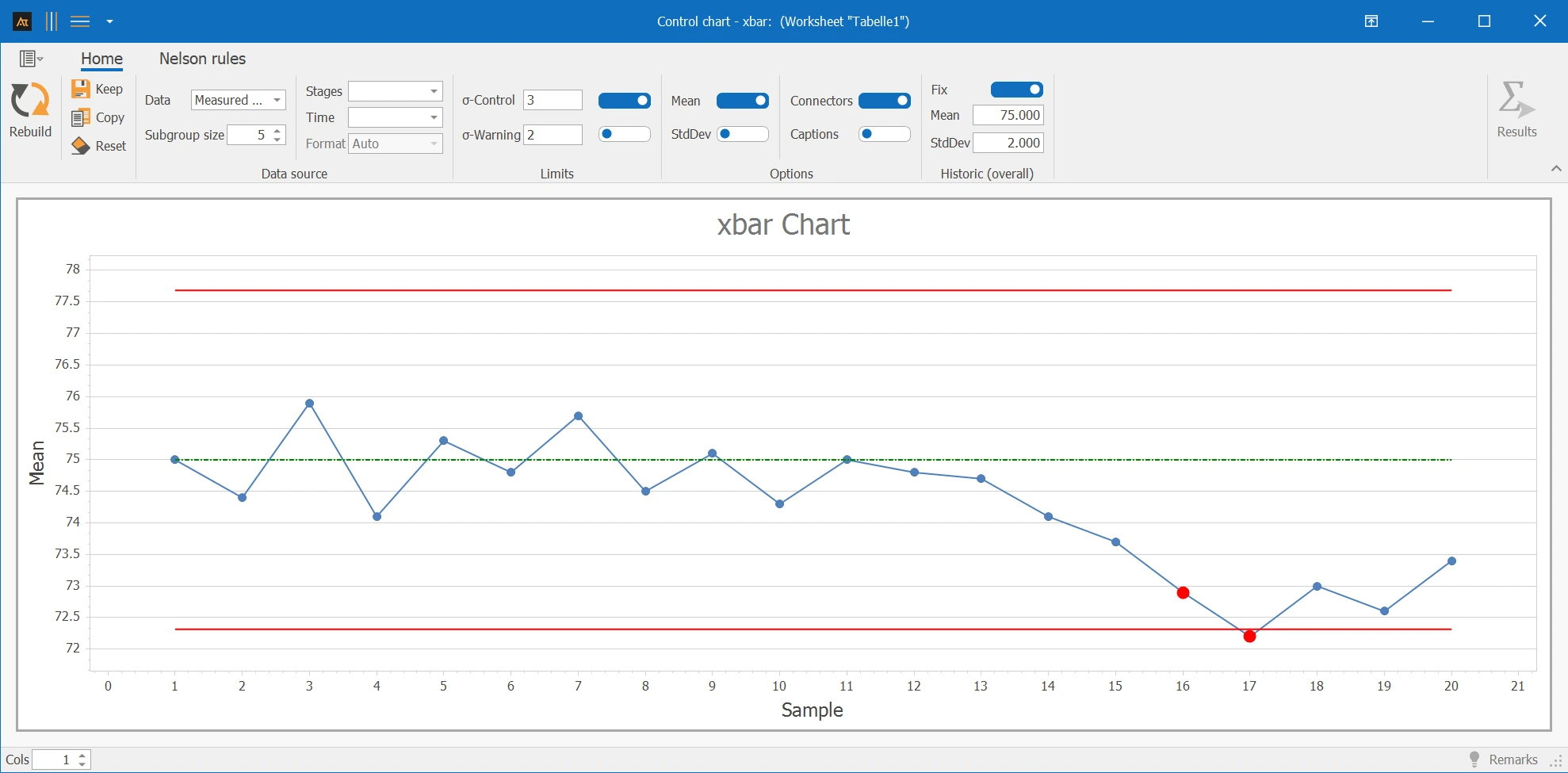
Compromiso de una Cuenta Clave
En el Cockpit de Cuentas Clave, el compromiso de un cliente se monitorea en base a varias evaluaciones individuales por período. Cada semana, cinco valores de compromiso se resumen en un subgrupo. Se utilizan valores de referencia fijos para la evaluación: Valor medio 75 y desviación estándar 2 (determinados por el equipo).
Interpretación
Inicialmente, las medias de los subgrupos fluctúan de manera poco llamativa alrededor del valor de referencia de 75. A medida que pasa el tiempo, se nota una tendencia decreciente – los valores se desvían cada vez más del nivel de compromiso esperado.
→ Tendencia decreciente por debajo del valor de referencia 75 – el compromiso del cliente está disminuyendo, verifique en KAM.
Tiempo de picking por turno
En el sector logístico, se miden cuatro órdenes de picking por turno y se evalúan como un subgrupo. El objetivo es determinar si el tiempo promedio de picking cambia de manera inusual.
Interpretación
Un promedio de subgrupo está significativamente fuera de los límites de control. Se conoce un mal funcionamiento del sistema para este período – la anomalía puede explicarse como una causa especial.
→ Valor atípico debido a un mal funcionamiento conocido del sistema – causa especial.
Tasa de Rechazo Después del Cambio de Proveedor
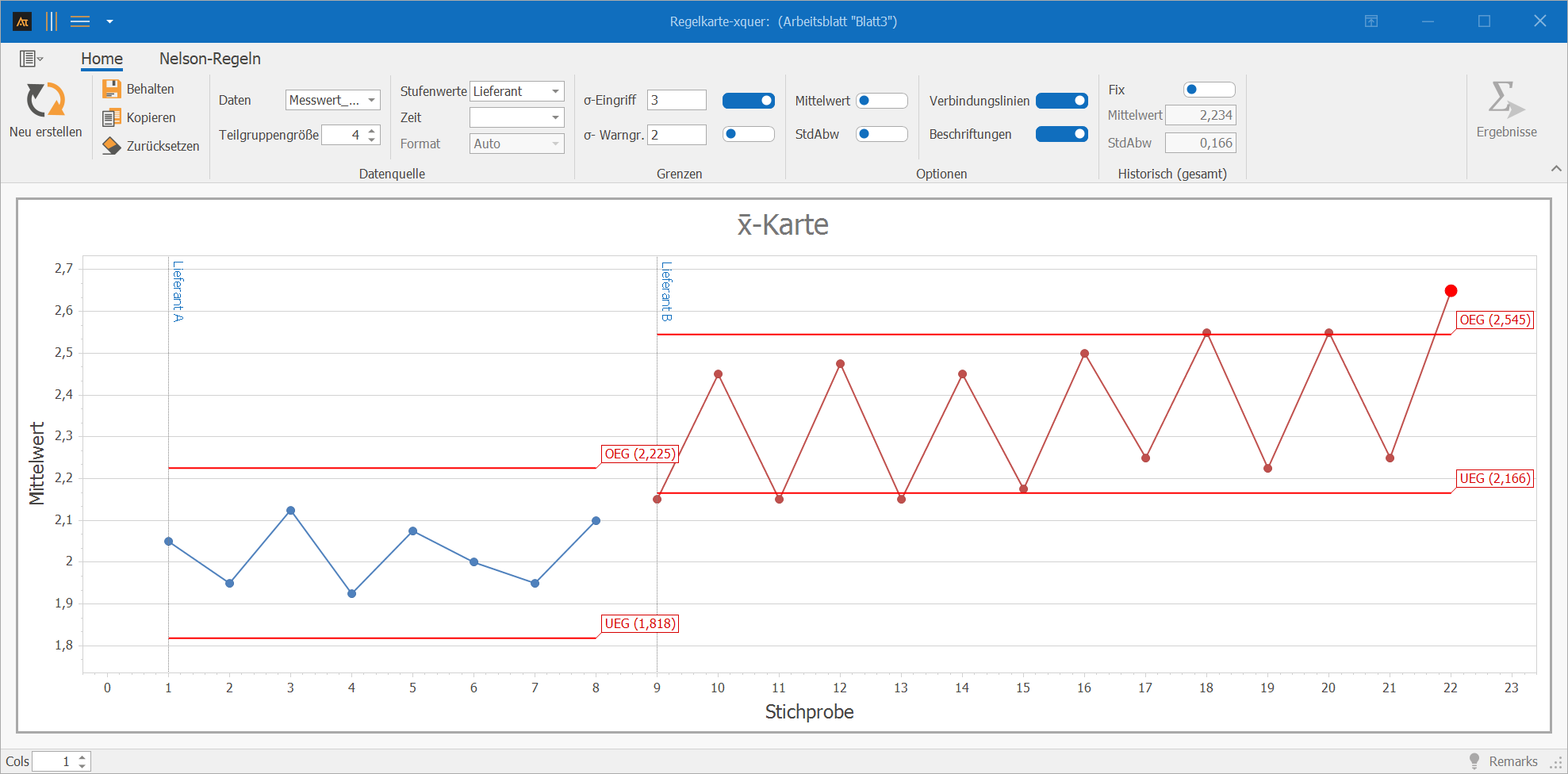
En compras, la tasa de rechazo por recepción de mercancías se resume en subgrupos a partir de múltiples resultados de inspección. Durante el período de observación, hubo un cambio de Proveedor A a Proveedor B. La tasa de rechazo se considera un valor porcentual continuo por unidad de inspección.
Interpretación
Después del cambio de proveedor, se nota un cambio de nivel en las medias de los subgrupos. Además, es evidente un patrón alternante con medias alternantes más altas y más bajas – esto puede indicar dos herramientas que operan de manera diferente en el proveedor.
→ Cambio de nivel + patrón alternante – analizar en relación con el cambio.
Desviación del Pronóstico
En la planificación de la producción, la desviación del pronóstico se resume regularmente en subgrupos para monitorear la calidad de la planificación de la demanda. Con el tiempo, se debe verificar si el comportamiento del proceso cambia.
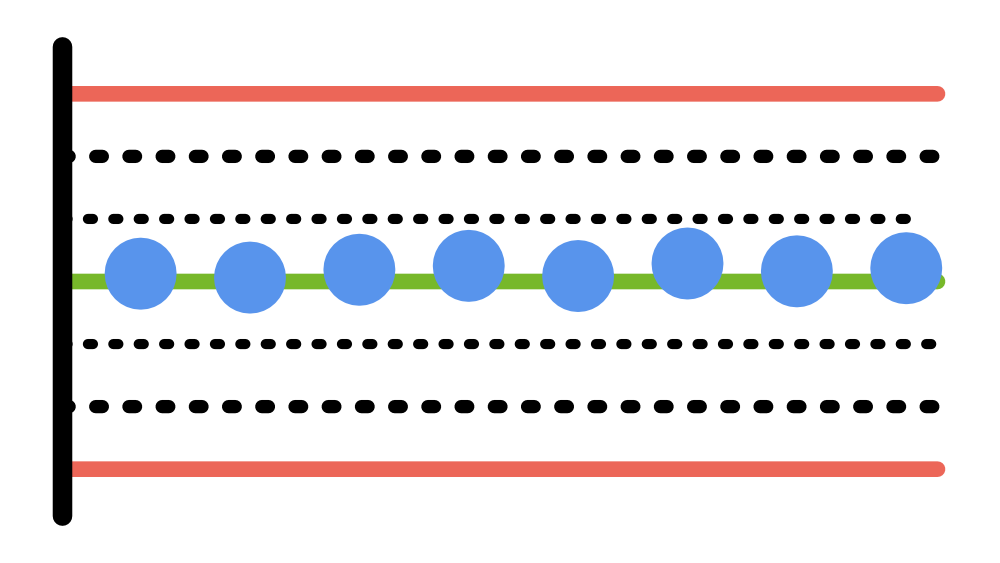
Interpretación
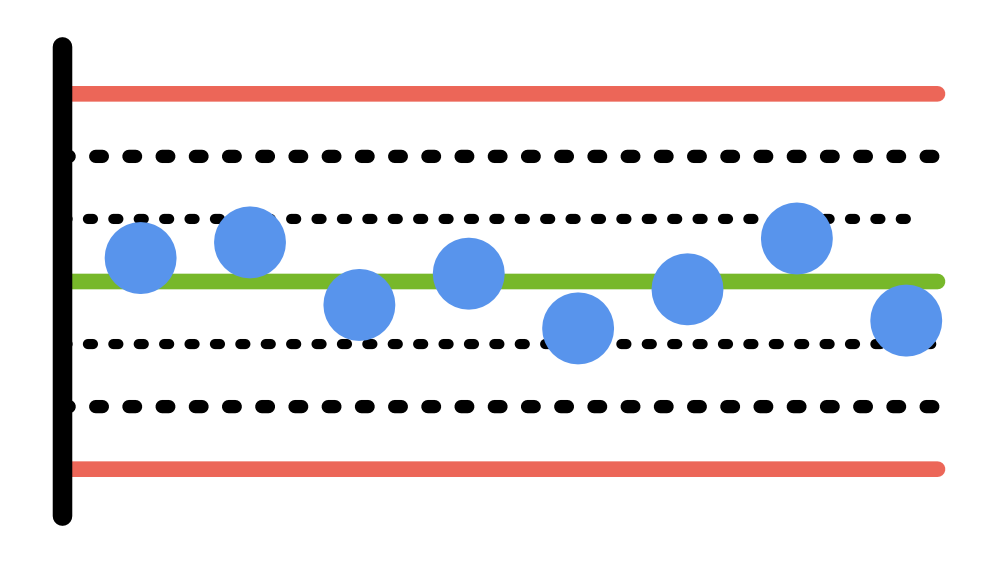
A través de varios subgrupos, las medias están inusualmente cerca de la línea central – la variación es significativamente menor que antes. Esto indica un comportamiento de proceso cambiado (por ejemplo, lógica de pronóstico ajustada o datos de entrada cambiados).
→ Variación inusualmente baja – verificar el comportamiento del proceso cambiado.
Media del Subgrupo
Con i = subgrupo, j = observación dentro del subgrupo, y ni = tamaño del subgrupo
Media General de las Medias de Subgrupos
Con k = número de subgrupos
Fórmulas para Límites de Control
Si se selecciona “Fijación Histórica”, se utilizan la media y la desviación estándar especificadas para calcular los límites de control.